Расчет и особенности технологии изготовления крупногабаритной сварной конструкции преобразуемого объема
На современном этапе развития техники в ряде случаев имеет место противоречие между необходимостью увеличения массы и размеров сварных конструкций и сложностью их транспортировки. Особенно это актуально для космической техники, где выполнение задач в значительной степени зависит от массы и размеров объекта.
В ИЭС им. Е.О. Патона сформулированы основные принципы проектирования и изготовления цельносварных металлических оболочек, размеры которых могут быть уменьшены на период доставки на орбиту до размеров транспортных контейнеров. Такую возможность впервые теоретически обосновал и сформулировал канд. техн. наук В.М. Балицкий, что позволило изометрически трансформировать замкнутые оболочки из стали и титановых сплавов. Конструкции предназначались для монтажа в космическом пространстве жилых и лабораторных отсеков, шлюзовых камер, переходов, складских и производственных сооружений.
Авторами сформулированы основные требования к сварным конструкциям преобразуемого объема: полная заводская готовность; герметичность; минимальные габариты для транспортировки; минимальные трудозатраты при установке и развертывании на монтажной площадке.
Проведенные в ИЭС им. Е.О. Патона теоретические и лабораторные исследования позволили выбрать из большого количества существующих вариантов формоизменения оболочек преобразуемого объема один, наиболее простой в технологическом отношении — преобразование поверхности усеченного конуса в гофрированный диск.
Обоснование возможности целенаправленного изменения формы замкнутых оболочек базируется на принципах теории изометрического изгиба поверхности, описываемых уравнениями Кодацци-Гаусса. Согласно теории изометрических преобразований предполагается, что оболочку можно изогнуть без растяжения или сжатия материала, из которого она изготовлена.
В основу трансформируемых конструкций положены принципы преобразования усеченных конических оболочек в гофрированные диски, которые сопрягаются торцевыми кромками в компактный пакет. Для его трансформирования в герметичную оболочку проектных размеров и объема создавали избыточное внутреннее давление. На рис. 1 представлен макет оболочки преобразуемого объема из титанового сплава ВТ 1-0 диаметром 400 мм с толщиной стенки 0,1 мм. Оболочка в состоянии транспортировки имеет высоту 65 мм, в рабочем положении — 2000 мм.

Целью настоящей работы являлась разработка расчетной оценки напряженно-деформированного состояния крупногабаритной сварной конструкции преобразуемого объема для хранения жидких продуктов, а также технологии ее изготовления. Для этого выбран конструкционный материал оболочки, проведена расчетная оценка напряженно-деформированного состояния конструктивных элементов оболочки при различных схемах нагружения, разработана технология сборки и сварки оболочки, проведены эксперименты по ее трансформированию, установке и монтажу на строительной площадке.
В качестве конструкционного материала для оболочки выбрана высоколегированная сталь 08Х18Н10Т, отличающаяся высокой стойкостью против коррозии, хорошей свариваемостью и обрабатываемостью. Спроектирована и изготовлена опытная сварная емкость объемом 40 м3, диаметром 3,8 м с толщиной стенки 2,5 мм, схема которой представлена на рис. 2.

Проведена расчетная оценка напряженно-деформированного состояния и прочностных характеристик этой емкости с учетом ее собственной массы, массы хранимого продукта, давления столба жидкости продукта и ветровой нагрузки при скорости ветра до 50 м/с.
В рамках теории осесимметричной деформации тонкостенных оболочек вращения определяли остаточные напряжения в стенке оболочки после ее разворачивания и их взаимодействие с напряжениями, вызванными гидростатическим давлением заливаемой жидкости и собственной массой конструкции. Материал оболочки при указанных выше условиях нагружения ведет себя в соответствии с теорией упругопластического течения при изотропном деформационном упрочнении в сочетании с условием текучести Мизеса. На основе теории упругости тонкостенных конических оболочек вращения для случая асимметричного нагружения определяли дополнительные напряжения от ветровой нагрузки. Выполнен проверочный расчет на прочность и потерю устойчивости при сжатии вертикальных стоек-опор, на которые устанавливалась емкость.
Испытуемая емкость состоит из четырех секций, которые в процессе разворачивания приобретают форму тонкостенных конических оболочек, имеющих диаметры торцевых сечений 3800 и 2750 мм при высоте конуса Hк = 1126 мм, что соответствует конечному углу конусности ак = 25° (рис. 2). Сверху и снизу емкости расположены конические донышки с горловинами. Схема узлов А, В, E соединения секций между собой с помощью шпангоутов и узлов F, G соединения донышек с усилением в зоне горловины представлена на рис. 3.

В процессе разворачивания емкости геометрия донышек и узлов D, E, В, А, С существенно не изменяется. Трансформирование в основном затрагивает четыре секции DE, ЕВ, BA, AC каждой емкости. При формоизменении начальные гофры изменяют свои размеры, при этом их количество остается постоянным. Можно считать, что торцы секций имеют постоянные диаметры, определяемые соответствующими шпангоутами, т. е. при трансформировании происходит увеличение расстояния H между торцами.
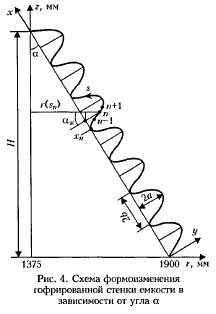
Рассматривали некоторое произвольное состояние разворачивания, когда текущий угол конусности а оболочки при разворачивании меньше ак (рис. 4). При этом длина основания отдельного гофра 2b(a) = 1900-1375/N sin a [мм], где N — количество одинаковых гофров; H = (1900...1375)xctg а [мм]. В системе координат у, х геометрию средней линии образующей гофрированной конической поверхности можно описать выражением

где а, b — соответственно полувысота и полудлина гофра.
Длина средней образующей линии для одного гофра составляет

Значение В известно и равно

При N = 7 и aк = 25° из (1) для различных значений а можно определить размеры гофра 2а и 2b из системы уравнений

где E(k) — полный эллиптический интеграл второго рода.

В таблице приведены результаты такого расчета при ак = 25° и данные об относительном изменении максимальной кривизны Ksmax оболочки вдоль образующей, т. е. в вершине гофра. Из таблицы видно, что по мере уменьшения угла а снижается высота гофра 2а и кривизна Ksmax. В тонкостенной оболочке изменение кривизны AKs определяет приращение Aess соответствующих деформаций вдоль образующей через произведение AKsh/2, где h — толщина стенки. Данные таблицы показывают, что приращения максимальных деформаций Aessmax (~ Ksmaxb/2) в процессе разворачивания оболочки в крайних волокнах могут составить 20...25 %. Однако для аустенитной стали возникновение таких деформаций не вызывает серьезной опасности, учитывая хорошую способность к штамповке данной стали малой толщины. Для расчета распределения остаточных напряжений в оболочке после разворачивания применяли метод последовательного прослеживания развития упругопластических деформаций по мере увеличения внутреннего давления. При этом использовали следующую систему координат: s — координата вдоль криволинейной образующей; в — угол вращения вокруг оси z (рис. 5). Непрерывная образующая 0
На каждой итерации разрешающая система имеет вид

где векторы j и f состоят из шести функций координаты s:


К системе обыкновенных дифференциальных уравнений (2) необходимо присоединить еще условия на кромках s = 0 и s = s0.
Учитывая примерно одинаковое поведение элементов DE, ЕВ, AB, AC (см. рис. 2) при разворачивании емкости под действием внутреннего давления P можно рассмотреть один элемент DE, поместив начало координат S = 0 в точку D.
При этом в точке E (s = s0) применяют условие симметрии, а в точке D (s = 0) — условие примыкания к достаточно жесткому донышку, которые можно записать в виде

Два последних условия в (3) взяты приближенно консервативными, что связано с достаточно сложной конфигурацией узла D (см. рис. 3), поэтому наряду с (3) в качестве оценочного использовали также условие значительной податливости узла D в виде

Вариация этих условий незначительно сказывается на остаточных напряжениях разворачивания во всей оболочке, кроме небольшой зоны при s = 0.
Получаемую в итоге систему решали численным методом с помощью программы, разработанной в ИЭС им. Е.О. Патона. При этом учитывали такие свойства аустенитной стали, как модуль упругости E = 2*10в5 МПа, коэффициент Пуассона v = 0,3, предел текучести oт = 280 МПа.
На рис. 7 приведены расчетные данные, полученные при необходимом давлении P для разворачивания емкости по мере уменьшения текущего угла конусности а. Из рисунка видно, что в начальные моменты при а > 41° необходимые значения P весьма малы, однако по мере уменьшения а необходимое давление возрастает. Эти расчетные данные достаточно хорошо согласуются с экспериментальными, определенными при разворачивании макета емкости в натуральную величину, изготовленного из стали Ст.3, механические свойства которой достаточно близки к принятым в расчете.
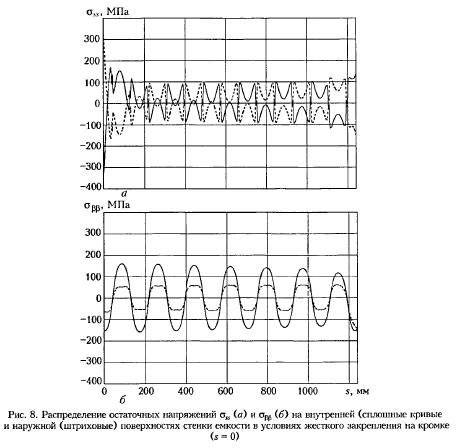
На рис. 8, а показано распределение остаточных напряжений на внутренней и наружной поверхностях оболочки при условиях жесткого закрепления на кромке (s = 0). На рисунке видно, что эти условия влияют на небольшом участке вблизи кромки s = 0. В остальной части оболочки напряжения oss меняются периодически в соответствии с геометрией расположения гофров. Максимальные значения остаточных напряжений oss не превышают 100 МПа. Расчет распределения остаточных напряжений oвв на внутренней и наружной поверхностях оболочки (рис. 8, б) показал, что эти напряжения меняются также в соответствии с расположением гофра на оболочке, но более плавно, чем oss. Уровень oвв не превышает 150 МПа. При этом локальные пики напряжений вблизи кромки (s = 0), характерные для oss, отсутствуют.
Следует отметить, что уровень остаточных напряжений после разворачивания емкости достаточно низкий, поэтому нагружение уже развернутой конструкции внутренним давлением P = 0,1 МПа (что в 2 раза выше максимального эксплуатационного давления) происходит в области упругих деформаций (рис. 9).

Данное явление связано с глубокой разгрузкой емкости на последней стадии разворачивания. Этой стадии предшествует достаточно интенсивное пластическое течение с образованием «пластических шарниров» в зоне распрямляющихся гофров (рис. 10). При этом существенно уменьшается сопротивление изгибному деформированию, а воздействие относительно невысокого внутреннего давления при разворачивании заметно превышает сопротивление деформированию. Происходит скачкообразное выпрямление стенки емкости и последующая релаксация напряжений от приведенных на рис. 10 до остаточных (рис. 9).
Выполнен расчет сечений шпангоутов (см. узлы А и E на рис. 3) с учетом сопротивления потере устойчивости при разворачивании емкости внутренним давлением и последующем нагружением эксплуатационной нагрузкой (гидростатическим давлением). Поскольку шпангоут (узлы А и В на рис. 3) приварен к обшивке емкости, то рассматривали вероятность потери устойчивости соответствующего кольцевого участка емкости, состоящего из шпангоута и присоединенных к нему элементов обшивки.

Такая схема отличается определенной консервативностью, поскольку обшивка имеет повышенную жесткость как за счет кривизны в окружном направлении, так и вдоль образующей гофра и конструкции узлов A и E. Длину присоединяемых элементов выбирали в качестве зоны «концевого эффекта» для конической оболочки.
Расчет показал, что при максимальном давлении разворачивания 0,1 МПа потеря устойчивости для узлов А и E рассматриваемых размеров не происходит, что подтверждено экспериментально.
При эксплуатационном нагружении гидростатическим давлением во время заполнения емкости сжимающие нагрузки в области А и E меньше, чем при разворачивании (Р < 0,05 МПа), поэтому можно считать, что устойчивость узлов А и В указанных размеров обеспечена.
Разворачивание емкости сопровождается значительными локальными пластическими деформациями, после чего формируется остаточное напряженное состояние, при котором эксплуатационное внутреннее давление вплоть до 0,1 МПа создает только упругое нагружение стенки емкости; сечения шпангоутов (узлы А и E рис. 3) являются достаточными с позиций сопротивления потере устойчивости при разворачивании емкости.
Проведена расчетная оценка напряжений, возникающих в емкости под воздействием собственной массы и гидростатического давления залитой жидкости. Для этого выполнили расчет сечения шпангоута (см. рис. 2) при максимальном заполнении емкости, который показал, что наиболее благоприятным в плане напряженно-деформированного состояния конструкции является сечение шпангоута 100x10 мм. При этом уровень максимальных напряжений в локальной зоне примыкания шпангоуту не превышает 175 МПа на оболочке и 140 МПа на донышке, что допустимо для аустенитной стали с от = 280 МПа.
Определяли напряженное состояние узла D (см. рис. 3) при заданном выше сечении шпангоута в процессе разворачивания емкости на последнем этапе нагружения максимальным давлением P = 0,1 МПа. Установили, что при разворачивании в области узла D со шпангоутом сечением 100x10 мм в оболочке формируется локальная зона пластических деформаций от изгиба стенки непосредственно у шпангоута. При этом зона пластических деформаций распространяется на расстояние около 200 мм от узла D, а шпангоут работает в области упругих напряжений. Малые значения пластических деформаций на поверхности ED и днища DF при разворачивании (Р = 0,1 МПа) соответствуют низкому уровню остаточных напряжений после снятия давления. Расчет показал, что суммирование указанных полей напряжений с напряжениями, соответствующими нагружению емкости максимальной эксплуатационной нагрузкой, к существенным изменениям напряженного состояния оболочки не приводит.
Таким образом, конструкция узла D со шпангоутом сечением 100х10 мм обеспечивает работоспособность этого узла как при разворачивании, так и при нагружении ее максимальной рабочей нагрузкой (полное заполнение водой).
Проведенный расчет влияния на конструкцию ветровой нагрузки (скорость ветра 50 м/с) показал, что во всей оболочке уровень нормальных и касательных напряжений от воздействия ветра составляет не более 8 МПа. Уровень окружных напряжений не превышает 20 МПа, что на порядок ниже таковых от гидростатического давления. Таким образом, можно считать, что максимальные напряжения могут увеличиться от указанной нагрузки не более чем на 10 МПа.
Сварные швы выполняли автоматической сваркой неплавящимся электродом в аргоне. Особое внимание уделяли стыковым сварным соединениям при изготовлении конических заготовок. Выявлено, что швы подвержены изгибным деформациям при формоизменении оболочки, а поэтому необходимо высокое качество их выполнения. Выбор и отработку режимов сварки осуществляли в соответствии со следующим требованиями: сварка за один проход с полным проплавлением; усиление шва не более 0,5 мм; применение присадочной проволоки с повышенным содержанием хрома марки Св-06Х19Н9Т, что компенсирует его потери на выгорание в металле шва и сохраняет антикоррозионные свойства последнего на уровне основного металла.
В результате отработки различных режимов сварки на образцах-имитаторах соединений выбраны следующие параметры режима: сварочный ток Iсв = 175 А; напряжение на дуге Uсв = 10 В; скорость сварки vсв = 11 м/ч; скорость подачи проволоки vпров = 24 м/ч; диаметр сварочной проволоки 1 мм.


Оболочки конической формы, входящие в состав емкости, изготавливали в виде развертки из шести секторов с последующим их сворачиванием в конус и заваркой замыкающего стыка. Сборку и сварку выполняли на специализированном стапеле, который имел высокую точность позиционирования сборочного стыка относительно сварочной головки. Процесс сварки и общий вид плоской заготовки для изготовления конической оболочки представлен на рис. 11. Наиболее ответствен ной сварочной операцией является выполнение замыкающего стыка (рис. 12), что в значительной степени определяет точность геометрии конической заготовки в целом и может существенно влиять на геометрические характеристики изделия при формировании гофров. Следует отметить, что все стыковые соединения (кроме замыкающего) плоской заготовки выполнены в условиях свободной реализации усадочных укорочений сварных швов при остывании, что обеспечивалось условиями сборки полотнища на стапеле. В то же время замыкающий стык выполняли в условиях напряженного состояния за счет изгибных перемещений свариваемых кромок, а это потребовало особой тщательности при сборке соединений. Общий вид конической оболочки после выполнения всех швов представлен на рис. 13.
Коррозионную стойкость сварных соединений определяли на образцах по стандартной методике ускоренных испытаний кипячением в растворе серной кислоты в течение 24 ч. Испытания проводили в два этапа: на первом — использовали недеформированные образцы размером 80x20 мм, а на втором — изогнутые на угол 90° с целью пластического деформирования металла шва зоны термического влияния. В ходе испытаний следов коррозионных повреждений обнаружено не было.

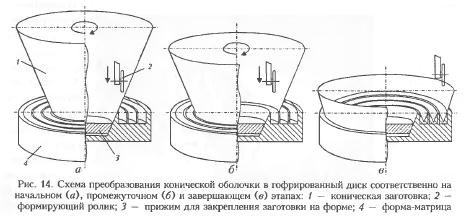
Важным этапом при создании емкости является процесс формоизменения конической оболочки в гофрированный диск. Разработали оригинальный метод формирования плоских дисков с кольцевыми гофрами, основанный на ротационном формоизменении замкнутых тонкостенных конических оболочек вращения (рис. 14). С этой целью к вращающейся заготовке прикладывали локальные усилия формирования. Подпор создавали кольцевыми ребрами формы, представляющими собой выступы, которые выполнены в массивной матрице, установленной на планшайбе карусельного токарного станка с шагом, равным шагу гофров диска. Усилие формирования гофров создавали специализированным инструментом в виде ролика, установленного в резце-держателе суппорта и перемещающегося вдоль оси вращения заготовки. После формирования кольцевого диска высоту конической оболочки уменьшали в 15 раз и она становилась равной высоте гофров.
Разработанный метод обеспечивает бездефектное изготовление кольцевых гофров и может быть реализован на заводах металлоконструкций с применением несложной деформирующей оснастки и сборочных приспособлений.
Полученные плоские диски с кольцевыми гофрами использовали в качестве базовых элементов для создания конструкции преобразуемого объема. Изготовили комплект базовых элементов в количестве 4 шт., затем осуществили укрупненную сборку и сварку элементов в единую конструкцию. Провели проверку герметичности сварных монтажных соединений оболочки. С этой целью гофрированный пакет нагружали избыточным внутренним давлением (Р = 0,03 МПа). При контрольном осмотре микротечей и других дефектов в полученных соединениях обнаружено не было.
Монтажную площадку для установки емкости выбрали в поселке городского типа Лазурное Херсонской области. Засушливый климат этого региона и постоянный дефицит воды предполагали интенсивную эксплуатацию емкости. На строительной площадке предварительно была построена опорная эстакада высотой 4,5 м.
Доставку конструкции к месту монтажа производили автотранспортом. Подготовка к разворачиванию емкости в рабочее положение заключалась в герметизации люка и всех технологических патрубков с подключением подачи сжатого воздуха. Подготовленная к разворачиванию емкость представлена на рис. 15, а. Увеличение давления внутри конструкции осуществляли с помощью мобильного дизель-компрессора. Первая подвижка наблюдалась уже при давлении 0,04...0,05 МПа. Разворачивание происходило последовательно — гофр за гофром, начиная с первого диаметром 3760 мм, и сопровождалось мягкими хлопками. При этом давление резко падало за счет увеличения внутреннего объема резервуара. Последними трансформировали гофры диаметром 1710 мм при давлении 0,1 МПа.
Процесс разворачивания емкости представлен на рис. 15, б, в. Высота емкости, развернутой до рабочего состояния, практически совпадала с проектной. После гидравлических испытаний емкость преобразуемого объема введена в эксплуатацию в качестве водонапорной башни.
Опыт, полученный при изготовлении трансформируемых оболочек, показал их широкие возможности применения в сварных конструкциях для хранения жидких и сыпучих продуктов.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!