Диагностика сварных конструкций и обеспечение безопасности окружающей среды
Диагностика есть оценка состояния конструкций по характерным признакам, определяющим это состояние. Мы приводим формулировку этого понятия с целью установления нормального делового контакта при последующем изложении материала статьи.
Практика эксплуатации машин, конструкций и сооружений все настойчивее требует создания надежных методов и средств, с помощью которых можно было бы определить долговечность и функциональные возможности машины, конструкции или сооружения в любой момент времени их работы как в прошлом, так и в настоящем, уметь на базе этих данных получать информацию об их состоянии и поведении в будущем. В то же время современная технология производства привела к созданию конструкций, работающих в сложных параметрических условиях. Такие конструкции и сооружения, как правило, имеют крупные габариты и представляют в случае аварии серьезную угрозу окружающей среде. Это, прежде всего, трубопроводы для транспорта нефти, газа, жидкого аммиака, хранилища азота на предприятиях, производящих удобрения и серную кислоту, подземные газохранилища на десятки миллиардов кубометров газа, атомные электростанции и многое другое. Режим эксплуатации таких конструкций не всегда осуществляется в жестких рамках эксплуатационной технологии. Нередки случаи, когда в силу определенных обстоятельств режимы эксплуатации нарушаются. Причиной этому может быть не только человеческий фактор, но и определенные изменения в окружающей эксплуатируемый объект среде, например, изменение состава атмосферы, технологической воды, температуры, появления подвижек земной коры и др. Учитывая изложенное, оценка состояния таких конструкций представляет собой сложную научно-техническую задачу.
Обеспечение безопасности конструкций начинается задолго до пуска их в эксплуатацию. Проводятся расчеты, испытания, проектно-конструкторские и другие работы, связанные с их созданием. И лишь на второй стадии — стадии эксплуатации — начинают действовать мероприятия по контролю за их состоянием, оценке их ресурса и определению реального остаточного ресурса. Первая стадия — это задача специалистов в области прочности, проектировщиков и создателей конструкций. Задача технической диагностики — вторая стадия, которая наступает после введения конструкции в эксплуатацию, и когда случайные просчеты в конструктивных решениях, нарушения технологии изготовления и эксплуатации, внешняя среда и время приводят к необратимым процессам накопления повреждений в материалах, когда суммарный объем повреждений может достигнуть критической величины в отдельных локальных объемах и может начаться разрушение. Сказанное определяет основную задачу технической диагностики — создание принципов и технологии распознавания состояния материалов и конструкций в процессе их испытаний или эксплуатации.
Следует отметить, что, решая задачу создания современной идеологии и технологии работы диагностических систем, нам необходимо было, прежде всего, ответить на следующие три вопроса:
1) Существуют ли в настоящее время теория, методы и средства, которые при применении к конкретным промышленным объектам могут ответить на вопрос, безопасна ли эксплуатация данных конструкций, а если да, то в течение какого периода времени?
2) Если такие методы существуют, то какова их структура и состав в применении к эксплуатирующимся конструкциям?
3) Какова стоимость реализации проекта обеспечения безопасности эксплуатирующихся объектов? В какие сроки и при каких организационных структурах такая система может быть осуществлена?
Можно отметить, что в настоящее время наука о прочности материалов располагает следующими группами методов, способными ответить на поставленные выше три основных вопроса.
1. Методы, основанные на привлечении общих теорий прочности материалов. Эти методы могут быть использованы лишь в случаях, когда предполагаемая авария может произойти в результате не появления трещин, а ослабления несущего сечения конструкции за счет, например, утонения стенки или изменения механических свойств материалов. Такая методика должна применяться после того, как проверка тем или иным способом показала, что трещин в материале нет.
2. Методы, основанные на общих законах механики разрушения для материалов с появившимися и прогрессирующими трещинами. Этот метод наиболее общий, однако, труден в применении, так как требует обнаружения места и параметров трещины, анализа напряженного состояния в ее окрестности, анализа изменившихся за многолетнюю эксплуатацию механических свойств материала в районе образовавшегося дефекта.
3. Группа методов третьего типа может быть условно охарактеризована как группа интегральных методов, которые реагируют лишь на активизацию того или иного дефекта по сопутствующим ему процессам, например, по излучению упругих волн, вызванных перемещением дислокаций, появлением их опасной концентрации в каком-либо месте конструкции, появлением и развитием трещины. Группа этих методов наиболее перспективна. К этой группе, прежде всего, следует отнести метод акустической эмиссии (АЭ), достаточно разработанный и используемый в мировой практике в настоящее время.
Таким образом, анализ состояния разработок по первому вопросу позволяет сделать заключение, что к настоящему времени существует достаточно отработанный арсенал методов и средств, способных решать задачу оценки реального остаточного ресурса материалов, а значит и конструкций.
Второй вопрос требует ответа на то, все ли существующие методы разработаны так, чтобы их можно было использовать уже сейчас на конкретных узлах и конструкциях. Известно, что теория — общая и разработана применительно к любым конструкциям и материалам. В то же время конкретная привязка этих разработок к конструкциям требует в большинстве своем проведения работ, связанных с особенностями эксплуатации этих конструкций. Поэтому существующие конкретные методы и разработки должны постепенно быть приспособлены (адаптированы) к конкретным физическим объектам.
Необходимо дать ответ и на вопрос об объеме затрат, связанных с применением средств диагностики на конкретных объектах. Как правило, при формулировке программы работ, на начальном этапе, эти вопросы не анализируются. Ho, по-видимому, отвечать на них необходимо сразу, так как создание систем диагностики промышленных объектов, обеспечение безопасности их эксплуатации является сложнейшей научно-технической задачей, решение которой требует иногда не меньшего количества усилий и средств, чем те, которые были израсходованы на создание самого объекта. Можно предполагать, что стоимость полного объема работ по технической диагностике, например трубопровода, может составить от 20 % стоимости затрат на его строительство, в зависимости от состава и сложности выполняемых системой поручений. Однако, по-видимому, эти затраты оправданы, так как своевременное обнаружение и ликвидация аварийных и предаварийных ситуаций позволят избежать тяжелых материальных и людских потерь, а также существенно повысить срок службы контролируемых изделий.
Традиционные методы контроля объектов связаны с прямым переносом методов технологического контроля в эксплуатационный. При этом забывают, что нормативная документация, регламентирующая допустимость тех или иных дефектов, в технологическом контроле не строгая и в подавляющем большинстве случаев не связана с прочностью материала. Задачей технологического контроля, как мы знаем, является обеспечение качества процесса производства и здесь могут быть допущены некоторые «вольности» в определении критических значений допустимых дефектов. Эксплуатационный контроль не допускает таких «вольностей». Он требует 100 % контроля объекта и четкой связи выявленных дефектов с прочностью и условиями эксплуатации материала. Разработанные в Институте электросварки им. Е.О. Патона методы и аппаратура для оценки состояния материалов конструкций в процессе их работы или испытаний учитывают указанные особенности эксплуатационного контроля.

Они реализованы в диагностической аппаратуре трех типов. Первый, наиболее сложный тип аппаратуры, представляет собой автоматизированную структуру сбора и обработки информации, поступающей с контролируемой конструкции по ряду измерительных каналов. Информационными параметрами являются температура материала конструкции, рабочее давление, напряженное состояние, состояние среды, акустическая активность материала в процессе его деформирования и др. Информация, поступающая в блок обработки, дополняется информацией, полученной при предыдущих испытаниях. Решение об опасности эксплуатации принимается при достижении деформируемым материалом критических показателей, при которых начинают формироваться макротрещины и создаются условия для появления магистральной разрушающей трещины. Наиболее эффективной из разработанных систем первого типа является система EMA ЗЭ (экспертная диагностическая система), выполняющая функции оценки состояния материала конструкции и управляющая эксплуатацией объекта в предаварийной и аварийной ситуациях. Система решает следующие задачи (рис. 1):
1. Измерение, обработку и представление с заданной степенью вероятности исходных данных, необходимых для оценки несущей способности конструкций (нагрузка, скорость ее приложения, интенсивность протекающих деформаций и развивающихся несовершенств и др.)
2. Экстраполяцию полученных исходных данных в направлении принятой прогнозной координаты.
3. Расчет несущей способности конструкций по критичности протекающих в материале разрушительных процессов, а также дополнительной, характеризующей условия производства и эксплуатации конструкции, информации.
4. Оценку состояния конструкции возможных последствий аварии. Отработку вариантов последствий по степени опасности.
5. Построение рандомизированного ряда опасностей и выбор оптимального варианта. Принятие решения.
6. В соответствии с принятым решением выдачу команды исполнительным механизмам для изменения режима работы конструкции с целью выхода из аварийного состояния, а также сообщение о возможности выполнения ремонтно-восстановительных работ, необходимости частичного или полного прекращения функциональной деятельности узла или конструкции в целом.
7. Передачу информации о состоянии конструкции в центральный диагностический пост для принятия решения по всему объекту.
Менее сложной и более дешевой является мониторинговая система EMA ЗМ, которая выполняет функции непрерывного контроля конструкций с выдачей информации о ее состоянии. При этом конструкция системы EMA ЗМ и ее математическое обеспечение не предназначены для выполнения работ по прогнозированию состояния конструкции.

Наиболее дешевыми диагностическими системами являются системы EMA 2 и ее улучшенная модификация EMA 3. Это мобильные передвижные системы, смонтированные в микроавтобусе и предназначенные для периодического контроля конструкций на местах их локации. Системы оценивают состояние материала конструкции в момент контроля по ряду индивидуальных признаков работоспособности. Могут применяться как для контроля объектов в процессе эксплуатации, так и при регламентных испытаниях.
При испытаниях реальных конструкций с использованием аппаратуры EMA 2 можно выделить некоторые особенности информации, связанной с акустической активностью материала при испытаниях. Эти особенности заключаются в возможности выделения на временной оси абсцисс трех четко просматривающихся особых точек (рис. 2). Первую особую точку можно рассматривать как первое предупреждение системы о том, что в материале в определенном локальном объеме (координаты указываются системой) начала формироваться область с накапливающимися микроповреждениями. Эта область еще не опасна, но испытателю необходимо обратить внимание на поведение материала в этой области при дальнейшем повышении нагрузки.
Если повышение нагрузки приводит к развитию негативных процессов в материале, то система выдает второе предупреждение. Второе предупреждение отражает опасный характер развивающихся в материале процессов. При этом система отслеживает степень опасности протекающих процессов, проверяя наличие режима предаварийной ситуации по характерным параметрам. В этом случае оператору необходимо прекратить испытания или эксплуатацию конструкции и внимательно разобраться в создавшейся ситуации. Дальнейшее повышение нагрузки опасно и, если оно все-таки происходит, а негативные процессы в контролируемой области продолжают развиваться, то система выдаст третье последнее предупреждение о наступлении аварийной ситуации. Как правило, вслед за этим предупреждением спустя 60...80 с происходит авария. Оператор не должен доводить испытания до появления сигнала третьего предупреждения. Работа системы диагностического контроля в режиме трех предупреждений является существенным фактором в контроле состояния конструкций в процессе эксплуатации, предупреждения их аварий.
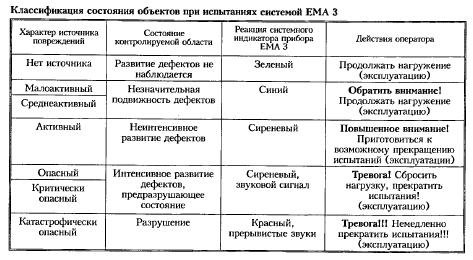
Процесс распознавания состояния объектов значительно упрощен в аппаратуре EMA 3, где оператор принимает решение по конкретным указаниям, выведенным на экран монитора. В приведенной таблице представлена схема оценок системой EMA 3 различных степеней опасности в конструкциях при их нагружении. Показаны ситуации, фиксирующиеся системой с выводом на экран монитора различных по опасности ситуаций.
Подобная технология была использована при неразрушающих испытаниях топливных баков ракет. Так, при нагрузке бака из алюминиевомагниевого сплава Амг6 сжатым воздухом до нагрузки, составляющей 30 % от разрушающей, устанавливали место возможного разрушения и давление, при котором это разрушение произойдет. Если прогнозируемое измерительным устройством давление разрушения бака было меньше расчетного, то бак считался годным для эксплуатации. В противном случае осуществлялся ремонт предполагаемого дефектного места и производилось повторное испытание бака.
Обеспечение безопасности эксплуатации конструкций и сооружений базируется не только на применении диагностической аппаратуры семейства ЕМА, но и на комплексе мероприятий. Это в первую очередь:
1. Создание необходимой нормативно-технической документации по процедуре технической диагностики.
2. Подготовка и сертификация персонала, осуществляющего контроль состояния эксплуатирующихся конструкций.
3. Сертификация служб и лабораторий, осуществляющих практическую работу по технической диагностике.
В организационном плане такие работы должны выполняться специальным координационным центром, способным увязать требования промышленности с возможностями разработчиков методик диагностического контроля и контрольно-диагностической аппаратуры.

В Украине силами Национальной академии наук, Государственного стандарта и Надзора за охраной труда создан Технический комитет по технической диагностике и неразрушающему контролю ТК-78 (рис. 3). Комитетом разработан комплекс мероприятий, выполнение которых позволяет решить задачу обеспечения безопасности эксплуатации конструкций. Наибольшим достижением в цепи этих мероприятий стала разработка Техническим комитетом пакета государственных стандартов, регламентирующих действия контролеров при проведении работ по оценке состояния конструкций (стандарты реальной диагностики). Как видно из представленной на рис. 3 схемы, в состав Комитета входит Национальный аттестационный центр (НАЦ), который осуществляет подготовку и сертификацию специалистов и оценку технической компетентности диагностических лабораторий.

Динамика подготовки специалистов в Украине, начиная с 1994 г., и распространение подготовки на регионы Украины представлены на рис. 4, 5. При этом следует отметить, что основное внимание центра сосредоточено на введении в практику диагностического контроля методов, которые оценивают реальный ресурс конструкций, позволяют достаточно надежно отслеживать изменения в структуре материалов в процессе их деформирования при рабочих нагрузках. К этим методам в первую очередь относятся доведенные до необходимого уровня эффективного применения диагностические системы EMA 2, EMA 3 и EMA ЗМ. Они позволяют достаточно надежно производить оценку состояния конструкций в процессе эксплуатации, вовремя предупреждая о формировании опасных зон.
И, наконец, о применении разработанных методик, нормативнотехнической документации и аппаратуры. ИЭС им. Е.О. Патона ведет большую работу по применению разработанной методики и аппаратуры на промышленных объектах Украины, России и Польши. При этом наиболее активно, как уже было сказано, используются методы третьей группы, а основной объем работ сосредоточен на предприятиях нефтеперерабатывающего и нефтехимического комплекса, на трубопроводах транспорта газа и нефти.

Так, испытания реактора вторичного риформинга природного газа в технологической цепи производства удобрений позволили выявить серьезные дефекты в сварных швах. Система EMA 2 (рис. 6) уже при давлениях, составляющих примерно 47 % рабочего, предупредила персонал об опасных процессах, развивающихся в конкретных зонах материала реактора и о возможности аварии при продолжении нагружения. Однако испытание продолжали и остановили при давлении, составляющем 69 % рабочего, когда система дала предупреждение о возникновении предаварийной ситуации. После вырезки тройника в указанной системой зоне была обнаружена трещина длиной 900 мм, глубина которой в некоторых местах достигала 26 мм при толщине листа оболочки 30 мм (рис. 7).

В наших работах система EMA 2 также широко использовалась как средство неразрушающего контроля, определяя места для последующего контроля материала традиционными методами — ультразвуковая дефектоскопия, толщинометрия и др. Так, при испытаниях печи в технологической цепи крекинга нефти с помощью системы EMA 2 были обнаружены с точным указанием координат дополнительно 43 дефекта к ранее обнаруженным традиционными методами 40 дефектам. При этом понадобилось всего 8 датчиков на 600 м трубы (рис. 8, а).

Испытания хранилищ пропилена на предприятии «Лисичанскнефтеоргсинтез» также позволили выявить зоны с дефектами материала. Последующий контроль тол-щинометрией позволил выявить четкие размеры дефектов (рис. 8, б). Использование АЭ системы при испытании труб в обвязке газораспределительной станции позволило произвести оценку целостности материала трубы (рис. 8, б). Рисунок 9, а, б иллюстрирует применение АЭ системы при испытаниях барабанов котлов на электростанции «Жерань» в г. Варшаве. Испытания осуществлялись с получением контрольной информации с четырех АЭ датчиков, установленных на поверхности 11-метрового барабана котла. Для установки АЭ датчиков потребовалось удаление изоляции лишь в местах их крепления. При работе с системой EMA 2 почти никогда не требовалось удаление изоляции с испытываемого объекта или проведение каких-либо разборочных работ, связанных с удалением частей конструкции, ограничивающих доступ к объекту.
Следует отметить, что для выполнения подобных испытаний традиционными методами контроля требуется время порядка 2-8 недель. При выполнении работ с применением систем АЭ контроля время работ сокращается до 2-4 дней с существенным повышением точности оценок. В большинстве случаев время АЭ диагностики определяется временем, необходимым для выполнения подготовительных работ. Рис. 9, в иллюстрирует работы по диагностике подводной части газопровода Киев-Курск в районе г. Киева.
Выводы
1. Безопасность и высокую эффективность работы конструкций и сооружений необходимо обеспечить путем:
- целевого повышения технического уровня кадров, обслуживающих эксплуатацию конструкций, их переподготовки в направлении реальной диагностики;
- создания и сертификации в направлении реальной диагностики контролирующих подразделений;
- освоения более совершенной и эффективной диагностической техники;
- проведения 100%-го комплексного контроля объектов и сооружений;
- расширения области диагностического контроля за счет его автоматизации;
- внедрения современной диагностической нормативной документации стандартов;
- введения в практику контроля экспертных и мониторинговых диагностических систем и оборудования, работающих в режиме управления производством в предаварийной ситуации (существующие мониторинговые системы контролируют, как правило, технологические процессы производства, а не объекты, в которых эти процессы осуществляются).
2. При выполнении диагностических работ необходимо четкое разграничение между функциями, методами и средствами технологического и эксплуатационного контроля.
3. Необходимо укрепление или создание специализированных центров по подготовке специалистов в области реальной диагностики с типовым лабораторным оснащением и методическими материалами с учетом новых подходов.
4. Необходимо международное сотрудничество по внедрению и совершенствованию новой идеологии и диагностических систем по оценке безопасности эксплуатации сварных конструкций для сохранения окружающей среды.
Настало время дать широкую дорогу реальной диагностике, связывающей неразрушающий контроль с наукой о прочности материалов с учетом особенностей оценки состояния конструкций в процессе эксплуатации. Введение в практику контроля такой технологии позволит существенно повысить конкурентную способность контролирующих служб за счет обеспечения возможности ремонта конструкций по их фактическому состоянию.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!