Новый технологический процесс получения сверхкрупных стальных слитков способом ЭШН ЖМ
С развитием металлургической техники и повышением требований к энергомашиностроению изменяется и получает новый импульс производство крупнотоннажных слитков из высоколегированных сталей и сплавов. Для их изготовления используют разнообразные способы переплава, включающие как двойной вакуумно-индукционный переплав (ВИП) + электрошлаковый переплав (ЭШП) или ВИП + вакуумно-дуговой переплав (ВДП), так и тройной ВИП + ЭШП + ВДП переделы, что связано с проблемой образования пятнистой ликвации при увеличении массы и сечения слитков, выплавляемых из современных высоколегированных сталей и сплавов.
Чтобы обеспечить решение данной проблемы, необходимо постоянное совершенствование технологий специальной электрометаллургии, в частности разработка новых технологических процессов ЭШП больших слитков из высоколегированных сталей и сплавов, склонных к пятнистой ликвации.
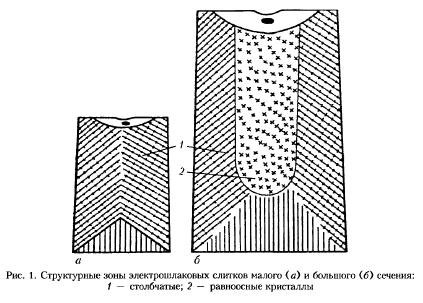
Приведенные в работе макроструктуры продольного сечения большого и малого слитков ЭШП (рис. 1) показывают, что структура большого слитка имеет двухзонное строение — периферийную область столбчатых кристаллов и центральную область равноосных кристаллов, а макроструктура малого слитка полностью состоит из столбчатых кристаллов, отличающихся более тонкой структурой по сравнению со структурой большого слитка. Для большого слитка ЭШП, имеющего значительное сечение, характерны более глубокая ванна и больший объем жидкого металла, кристаллизующегося в каждый момент процесса его наплавки по высоте, чем для слитка ЭШП гораздо меньшего сечения. Это и обусловливает более грубозернистую макроструктуру больших слитков, а также создает благоприятные условия для развития в них процессов ликвации.
Разработанная в ИЭС им. Е.О. Патона новая технологическая схема электрошлакового переплава по двухконтурной схеме (ЭШП ДС) отличается от канонической схемы ЭШП тем, что в ней не существует жесткой связи между производительностью процесса и температурным режимом плавки, характером теплоотвода, осуществляемого в центральную часть слитка, и отводом тепла по его периферии. Применение схемы ЭШП ДС в значительной мере расширяет возможности контроля профиля, глубины жидкометаллической ванны и протяженности двухфазной зоны при затвердевании слитков с целью предотвращения развития в них нежелательных ликвационных процессов. Тем не менее практическая реализация ЭШП ДС возможна только при использовании расходуемых электродов.
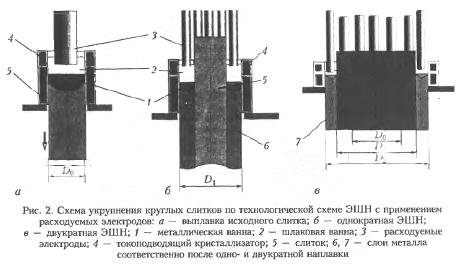
Большие возможности при решении проблемы производства крупных кузнечных слитков для поковок роторов и дисков мощных современных паровых и газовых турбин из высоколегированных сталей и сплавов получил разработанный в ИЭС им. Е.О. Патона новый технологический процесс электрошлаковой наплавки укрупнения слитков (ЭШНу), основанный на применении одно- или многократной последовательной кольцевой электрошлаковой наплавки слоя металла заданного химического состава на центральный осевой слиток или поковку аналогичного химического состава (рис. 2), и обеспечении удовлетворительной однородной структуры в наплавленном слитке.
При использовании процесса ЭШНу металлическая ванна имеет минимальный объем, а двухфазная зона твердожидкого состояния — минимальную протяженность, позволяющую избежать образования дефектов ликвационного происхождение в наплавленном слое. Процесс ЭШНу может быть применен для изготовления как суперкрупных гомогенных, так и гетерогенных слитков и поковок из разных сталей и сплавов.
Для высоколегированных сталей и сплавов, склонных к сегрегации, толщина наплавленного слоя определяется, с одной стороны, техническими возможностями существующего оборудования для ЭШП, а с другой, — критическим размером кольцевого сечения металлического слоя наплавки, при превышении которого в металле развиваются нежелательные ликвационные процессы. Поэтому при необходимости увеличения сечения и массы крупных слитков из указанных материалов на основе процесса ЭШНу прежде всего следует оценить технические возможности существующего электрошлакового оборудования.
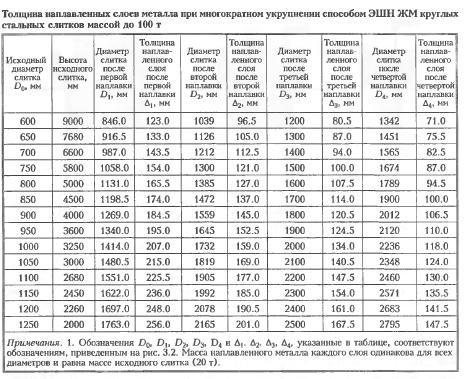
Нами проведен расчет (таблица) необходимой толщины слоев металла для нанесения путем многократной кольцевой электрошлаковой наплавки на исходные слитки разных диаметров (600...1250 мм), но одинаковой массы (20 т), с целью получения укрупненных слитков ЭШП массой до 100 т при условии применения оборудования 20-тонной стандартной печи ЭШП, например ЭШП-20ВГ-И2, которыми оснащен электросталеплавильный цех MK «Азовсталь», или 20-тонной печи типа УШ-100. С целью использования основного оборудования 20-тонной печи ЭШП принято, что масса наплавленного металла каждого слоя должна быть одинаковой для всех диаметров и равняться массе исходного слитка (20 т). Для выполнения последнего условия в расчетах исходили из тождественности площадей поперечного сечения 20-тонных первоначальных слитков соответствующих диаметров и площадей кольцевых поперечных сечений каждого наплавленного слоя. Это позволяет использовать для многократной последовательной наплавки слоев одинаковую электрическую мощность, не превышающую таковую для стандартной 20-тонной печи ЭШП.
Анализ расчетных данных (таблица) показал, что если для исходных слитков диаметром 600...1250 мм толщина кольцевого наплавленного слоя после первой наплавки составляет 123...256 мм, то после четвертой наплавки, при которой получают 100-тонный слиток, она уменьшается до 71,0...147,5 мм.
Поскольку толщина наплавленного слоя определяется размером кольцевого зазора между поверхностью центрального слитка и формирующей поверхностью кристаллизатора ЭШП, наплавка металла в таком малом промежутке с применением расходуемых электродов возможна только по схеме ЭШП, при которой реализуется встречное перемещение наплавленного слитка и короткого кристаллизатора с расширенной верхней (шлаковой) надставкой.

Для ЭШНу можно использовать ЭШН жидким металлом (ЭШН ЖМ) в сочетании с расходуемыми (или нерасходуемыми) электродами, или без них (при условии применения токоподводящего кристаллизатора, для которого расширенная верхняя надставка не требуется).
Для реализации ЭШН ЖМ нужно дополнительно оборудовать стандартную 20-тонную печь ЭШП специальным агрегатом для получения ЖМ требуемого химического состава, а также устройством для регламентированной заливки его в токоподводящий кристаллизатор (рис. 3).
Существует еще одна проблема, которую необходимо разрешить с целью реализации процесса ЭШНу на 20-тонной печи ЭШП, — это соответствующее усиление механизмов установки и удержания центральной заготовки в процессе многократной наплавки, когда ее диаметр и масса постепенно возрастают и достигают предельных размеров (диаметр 2795 мм, масса 100 т).

Следует также отметить, что центральный слиток при последовательной ЭШН каждого слоя играет роль макрохолодильника, положительно влияющего на форму металлической ванны и структуру наплавленного металла. По мере увеличения с каждым наплавленным слоем диаметра центральной заготовки это влияние становится более существенным.
На рис. 4 представлены фрагменты макроструктуры поперечного сечения модельных слитков из высоколегированной стали типа 316L диаметром 170 мм, полученных по технологической схеме (рис. 3, а, б) и в результате однократной наплавки по технологической схеме ЭШНу (рис. 3, б). В качестве центральной заготовки для ЭШН ЖМ выбрали слиток ЭШП диаметром 110 мм из того же исходного металла.
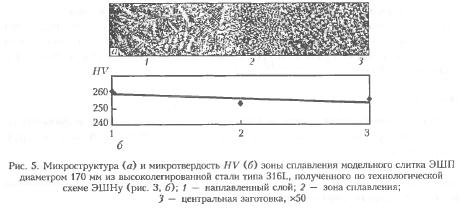
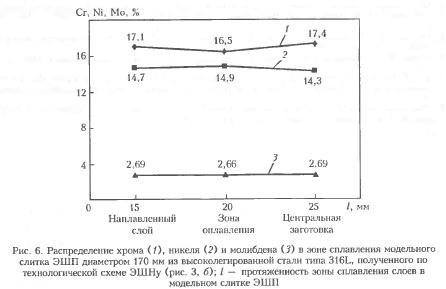
Макроструктура модельного слитка ЭШНу выделяется четким наличием границы между литым металлом центральной заготовки и наплавленным слоем. Толщина наплавленного слоя в поперечном сечении модельного слитка ЭШНу практически одинакова. При этом его структура отличается большей мелкозернистостью, особенно металл наплавленного слоя, по сравнению с контрольным слитком аналогичного диаметра, но полученного по стандартной технологии. Макро- и микроисследованиями (рис. 5) не выявлены какие-нибудь дефекты (трещины, шлаковые включения, отслоения и т. п.) в граничной зоне. Изучение распределения легирующих элементов (хрома, никеля, молибдена) и уровня микротвердости в граничной зоне (рис. 6) также свидетельствует о высокой гомогенности металла модельного слитка ЭШНу из высоколегированной стали типа 316L диаметром 170 мм.
Выводы
1. Путем численного расчета показана принципиальная возможность получения круглых стальных слитков массой до 100 т на базе 20-тонной печи ЭШП.
2. Определены основные геометрические параметры наплавленных слитков с применением процесса ЭШНу в зависимости от диаметра исходного центрального слитка.
3. Проведенные экспериментальные исследования на модельных слитках ЭШНу диаметром 170 мм из высоколегированной стали типа 316L подтвердили высокий уровень гомогенности слитков ЭШНу, что свидетельствует о перспективности применения нового процесса ЭШНу при решении проблемы увеличения сечения и массы крупных слитков из высоколегированных сталей и сплавов, склонных к пятнистой ликвации, в том числе на базе современных 20-тонных печей ЭШП.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!