Влияние скорости охлаждения, технологии формы и конструкции отливки на механические свойства чугуна
Каким бы фактором ни определялась скорость охлаждения, она неизменно и весьма интенсивно (более интенсивно, чем в ряде других сплавов) изменяет механические свойства чугуна. Наибольшее внимание в этом отношении уделено влиянию толщины отливки (рис. 200, а, б), которое проявляется двояким образом: через геометрический (масштабный) фактор и структуру. Влияние масштабного фактора хорошо объясняется статистической теорией и проявляется вследствие большого образования микротрещин, неоднородностей и несовершенств кристаллического строения, в частности дислокаций, в толстых сечениях и крупных отливках, что понижает их механические свойства, особенно усталостные. Структура, определяемая фактором времени, в свою очередь, окалывает большое влияние на свойства чугуна, в связи с чем замедление процессов кристаллизации, связанное с увеличением толщины отливок, ведет к понижению механических свойств. Однако в тонкостенных отливках это влияние усложняется образованием отбела и выделением междендритного графита в сером чугуне, что нарушает общую закономерность. Поэтому, а также вследствие влияния других многочисленных факторов, математические выражения этой закономерности весьма разнообразны. Одним из таких выражений является степенная зависимость:

где а и с— коэффициенты однородности (квазиизотропии);
k и m — коэффициенты пропорциональности;
R — приведенная толщина;
т — продолжительность охлаждения, в частности затвердевания.
В логарифмических координатах эта зависимость изображается, как видно из рис. 223, а, прямой, уклон которой, а следовательно, и абсолютное значение а уменьшается по мере повышения марки серого чугуна:

Коэффициент квазиизотропии серого чугуна при изгибе больше, чем при растяжении, что подтверждается также исследованиями А. Витмозера (рис. 223, б). Значительно меньшей чувствительностью к скорости охлаждения характеризуется высокопрочный чугун (рис. 223, б), ковкий же чугун занимает в этом отношении промежуточное положение. Сопоставляя коэффициенты квазиизотропии, характерные для разных чугунов и стали, можно оценить сравнительную чувствительность этих материалов к скорости охлаждения:

Чем выше марка чугуна, тем меньше коэффициент чувствительности к скорости охлаждения. В соответствии с этим серый чугун отличается наибольшим значением коэффициента а, однако при легировании и модифицировании и он характеризуется сравнительно высокой однородностью свойств.

Другая, часто приводимая в последнее время приближенная зависимость между прочностью и скоростью охлаждения чугунных отливок, подтвержденная, как показал Г.В. Чертков, статистическим анализом, изображается прямой линией в полулогарифмических координатах

где т — продолжительность затвердевания;
k, a и m — коэффициенты.
Частным примером такой зависимости может служить формула, в которой вместо т использована средняя скорость затвердевания отливки (vcp в мм/мин),

где окл — предел прочности при давлении в клиньях.
В соответствии с (III.45) и (III.46) находится часто приводимая в литературе формула, устанавливающая зависимость между прочностью серого чугуна, его составом (углеродным эквивалентом) и приведенной толщиной отливок (R мм), которую в несколько преобразованном виде можно представить так:

Другого типа зависимость рекомендована С.М. Палестиным и Д.М. Крымским:

что не находится, однако, в согласии с рис. 223, а тех же авторов. Это, как и ряд других противоречий в данных литературы, свидетельствует о сложном характере влияния скорости охлаждения и невозможности описания его какой-либо одной формулой, вследствие чего каждая зависимость строго справедлива только для определенного диапазона составов чугуна, толщин отливок и условий производства. В частности, следует отметить, что в очень тонких сечениях прочность, а часто и твердость серого чугуна сначала повышаются при увеличении продолжительности затвердевания вследствие устранения междендритного графита, а потом только начинают уменьшаться, причем это проявляется тем сильнее, чем выше марка чугуна.
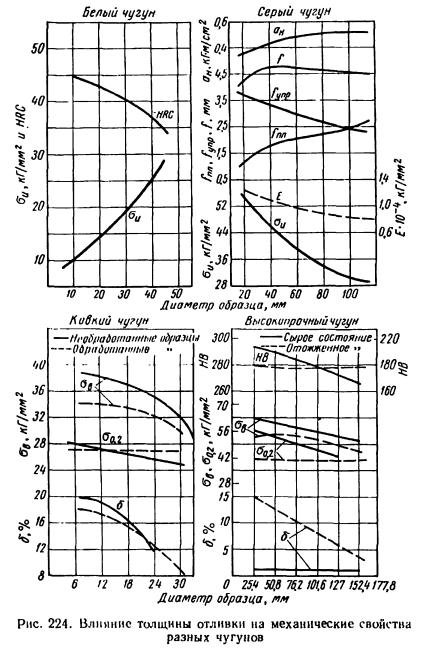
Общий характер влияния толщины отливки, а значит, и скорости охлаждения на механические свойства чугуна представлен на рис. 224. С увеличением толщины стенок отливок из серого чугуна понижаются не только прочностные, но и другие свойства, хотя это происходит значительно менее интенсивно. Усматривается, что упругая часть прогиба серого чугуна уменьшается с увеличением толщины отливок, пластическая же часть, наоборот, увеличивается, что объясняется повышением степени графитизации. В связи с этим общий прогиб серого чугуна сначала возрастает, а затем несколько уменьшается. Указанное повышение пластичности является причиной повышения ударной вязкости серого чугуна с увеличением толщины стенок отливок, однако сопротивление усталостному удару, тесно связанному с характеристикой прочности, при этом понижается. В ковком же и высокопрочном чугунах влияние толщины отливки выражается несколько иначе. Хотя характеристики прочности в этом случае понижаются с увеличением толщины отливки, но вследствие большей квазиизотропии интенсивность этого падения значительно меньше, особенно в высокопрочном чугуне после термообработки (отжига или нормализации). Значительно сильнее сказывается отрицательное влияние толщины отливок па пластических свойствах этих чугунов, что объясняется укрупнением структуры с большим развитием неоднородности. Такое влияние, однако, проявляется только после ферритизации. В сыром же состоянии толщина отливок оказывает на удлинение высокопрочного чугуна мало влияния, так как неблагоприятная кристаллизация компенсируется при этом более высокой степенью графитизации:
Поэтому в некоторых случаях пластичность перлитного и перлитоферритного высокопрочного чугуна может даже повыситься с увеличением толщины стенок отливки, хотя порог хрупкости при этом обычно повышается. Однако показатели прочности остаются при этом, как показано Н.И. Клочневым и др., а также Б.С. Мильманом и Н.И. Клочневым, на довольно высоком уровне даже в отливках толщиной стенок 1 м, не уступая в этом отношении стали. Так, например, подробное исследование и сопоставление механических свойств образцов из разных мест шаботов из высокопрочного чугуна и стали привели к следующим данным:

Хотя, как видно из этих данных, отдельные значения механических свойств стали выше, чем у чугуна, но зато они характеризуются большим разбросом, а низшие значения свойств, определяющие по существу качество отливки, в обоих отливках практически одинаковы.
Интересно отметить, что циклическая вязкость высокопрочного чугуна очень мало изменяется с увеличением толщины отливок, в то время как в сером чугуне она резко повышается вследствие укрупнения графита:

Все вышеприведенные данные, как и ряд других, в общем дают возможность утверждать, что неоднородность и укрупнение структуры, а также нарушение правильной огранки и ухудшение формы и распределения шаровидного графита, наблюдаемые в крупных отливках вследствие ликвации, медленного охлаждения и потерн магния, хотя и ведут к заметному ухудшению механических свойств, по не могут служить препятствием для использования высокопрочного чугуна в указанных условиях, тем более, что его предел текучести мало изменяется с толщиной отливок.
Эффект воздействия скорости охлаждения является главной причиной несоответствия в свойствах отливок и отдельно отливаемых образцов. Чтобы уменьшить это несоответствие, многие стандарты рекомендуют разные по сечению заготовки для образцов в зависимости от толщины стенок отливок. В наиболее грубой и приближенной форме это приводит к обеспечению одинаковой приведенной толщины заготовки и отливки (II.58).
Однако в большинстве случаев для этого рекомендуются меньшие соотношения, особенно для толстостенных отливок, что обусловлено главным образом экономическими соображениями:

Именно этим, по-видимому, объясняется то, что наш ГОСТ (1412—54) на серый чугун предусматривает заготовку (образец) для испытания на изгиб только одного диаметра (30 мм) вне зависимости от толщины стенок отливки, что создает, конечно, большое несоответствие в свойствах отливки и образца. В то же время ГОСТ не рекомендует таблицы для пересчета механических свойств в зависимости от толщины отливки. Таким образом, конструктор должен производить этот пересчет, пользуясь данными литературы или специально разработанной нормалью. В наиболее ответственных случаях о механических свойствах отливок судят по образцам, вырезанным из специальных приливов или даже из самих отливок. Однако приближенно это можно сделать также на основе испытания отдельно отлитых образцов и определения твердости на отливках. Действительно, исходя из (III.44) и (III.44а), можно определить

где индекс 1 относится к отливке, а 2 — к образцу;
q — коэффициент, определенный разными исследованиями в пределах 1,5—1,6;
i — так называемый механический инвариант массы.
Таким образом, определив значение i по результатам испытания образцов (принимая при этом q = 1,5/1,6), можно на основе предварительного определения твердости отливки легко рассчитать ее прочность. Если же известна только твердость отливки, то прочность ее может быть определена на основе примерных значений i, приведенных в табл. 25.
Принципиально так же, как толщина отливок, оказывают влияние на механические свойства чугуна и другие факторы времени. обусловленные технологией формы (формовочные материалы, подвод металла и установка прибылей, наличие стержней и т. п.). Однако необходимо подчеркнуть, что влияние этих факторов, как, впрочем, и конструкции отливки, в том числе ее толщины, вовсе не проявляется только в изменении скорости охлаждения и условий кристаллизации, а определяет механические свойства также путем воздействия на процесс образования литейных пороков. В этом отношении можно, например, указать, что повышение температуры заливки, применение более жестких и ускоряющих охлаждение форм, установка прибылей, правильный подвод металла и обеспечение направленного затвердевания может значительно повлиять на механические свойства отливок путем улучшения питания и повышения плотности чугуна безотносительно, а иногда и в противовес влиянию скорости охлаждения. Характерным примером в этом отношении является повышение температуры заливки: уменьшая прочностные свойства чугуна вследствие замедления кристаллизации, оно увеличивает их в связи с повышением плотности отливок. Поэтому существует какой-то оптимальный температурный интервал заливки, при котором получается максимальная прочность. Так, например, механические свойства серого чугуна изменились в одном исследовании с понижением температуры заливки при постоянном перегреве в жидком состоянии следующим образом:

Оптимальная температура заливки при этом, как видно, около 1460° С, однако она тем ниже, чем больше толщина отливки и меньше прочность чугуна. Влияние повышенной температуры заливки на разные свойства отливок зависит от марки серого чугуна: оно благоприятно влияет на чугуны высоких марок и неблагоприятно — на чугуны низких марок (рис. 225). Низкая температура заливки оказывает поэтому отрицательное влияние на механические свойства ковкого и особенно высокопрочного чугунов.

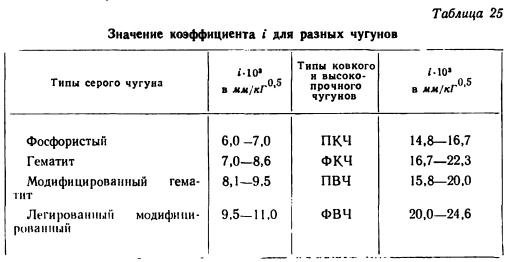
Значительно интенсивнее влияние материала формы. Оно может проявляться, как указывалось, не только в резком изменении продолжительности затвердевания, особенно на отливках со сравнительно небольшими толщинами стенок, но и в повышении их плотности при применении жестких форм. Последнее справедливо для всех чугунов, но особенно для высокопрочного, характеризующегося большим предусадочным расширением. Ярче всего это влияние проявляется при переходе от песчаных к металлическим формам. В этом случае не только размельчается структура (эвтектическое зерно, выделения графита, пластинки перлита, зерно феррита), но и повышается плотность чугуна вследствие быстрого охлаждения и неподатливости формы. Оба фактора, таким образом, действуют в одном направлении, усиливая общее благоприятное влияние этого метода литья. И действительно, как видно из рис. 226, механические свойства как серого, так и высокопрочного чугуна, повышаются при переходе на литье в металлические формы. Повышение свойств серого чугуна зависит от его состава. При толщине стенок отливок 20 мм (рис. 226, а) максимальное повышение прочности серого чугуна получается при С+Si = 4,2/5,5%. При меньшем содержании этих элементов преимущества металлической формы уже не столь велики, так как отливки получаются отбеленными даже в песчаной форме. При большем же содержании углерода и кремния тенденция к образованию грубого графита настолько велика, что не уничтожается даже при металлической форме. Поэтому с увеличением толщины отливок оптимальный состав чугуна передвигается в сторону меньшего содержания углерода и кремния.
Следует также иметь в виду, что слишком низкое содержание углерода и кремния в сочетании с большой скоростью охлаждения, обусловленной металлической формой, легко приводит к образованию междендритного графита и сопровождающего его феррита, что, в свою очередь, приводит к понижению механических свойств чугуна. Для борьбы с этим необходим правильный выбор состава чугуна и его модифицирование. При этом следует подчеркнуть, что литье в металлические формы характеризуется резким понижением квазиизотропии чугуна. Как видно из табл. 26, благоприятное влияние металлических форм проявляется главным образом при сравнительно небольших толщинах стенок, при дальнейшем повышении которых преимущества кокильного литья уменьшаются, так как скорость охлаждения отливок при этом мало изменяется по сравнению с литьем в песчаные формы. Однако нельзя забывать, что благоприятное влияние высокой жесткости форм имеет место и в этом случае.

Такое же, хотя и менее интенсивное, влияние на механические свойства чугуна оказывают формовочные смеси при увеличении их тепловой активности. Как показали подробные исследования в этом направлении, все факторы, увеличивающие скорость затвердевания отливок, в том числе применение крупнозернистых жидкостекольных и цементных смесей, сильное уплотнение, повышенная в известных пределах влажность (для тонкостенных отливок), а также использование особых материалов, в частности циркона, графита, карборунда с различными связующими, приводят к повышению прочности серого чугуна, если только при этом не образуется отбела. Так же действует уменьшение толщины формовочного слоя, в частности, литье в оболочковые формы с засыпкой дробью, как это показали А.А. Горшков и М.В. Волощенко для высокопрочного перлитного чугуна:
Вместе с тем следует отметить, что ускорение охлаждения отливок путем подбора формовочных смесей и повышение плотности металла далеко не всегда изменяются в одном направлении. Так, применение сухих форм вместо сырых замедляет охлаждение, способствует при этом увеличению плотности отливок за счет уменьшения газовой и усадочной пористости. Поэтому результаты изменения механических свойств чугунных отливок при замене сырых форм сухими могут быть различными. И, действительно, в ряде случаев, особенно при высокопрочном чугуне, замена эта приводит не к понижению, а к повышению свойств отливок. Такое же благоприятное влияние оказывает надлежащая установка прибылей, несмотря на замедление затвердевания, причем, как видно из табл. 27, это оказывается тем сильнее, чем выше марка чугуна.

Технологии изготовления образцов для испытания необходимо уделять такое же серьезное внимание, как и технологическому процессу изготовления самих отливок. Чем больше склонность чугуна к образованию усадочных раковин, тем тщательней и эффективней должно быть питание (рис. 227). Такое же внимание должно быть уделено подводу металла, во избежание возникновения литейных пороков, в частности с целью устранения образования «черных» пятен в отливках и заготовках для испытательных образцов из высокопрочного чугуна. Как велико может быть вредное влияние таких пороков, иллюстрируется на рис. 228 данными И.А. Шапранова.

Поэтому все технологические процессы по улучшению питания, уменьшению загрязнений, увеличению плотности чугуна повышают его механические свойства. Сюда можно отнести центробежный и непрерывный способы литья, пластическое деформирование и др. Как правило, механические свойства чугуна при центробежном литье значительно повышаются, хотя это наблюдается не всегда. Основными причинами повышения свойств отливок в этом случае являются размельчение структуры и уменьшение газовых и неметаллических включений.

Само же по себе уплотнение металла центробежной силой сравнительно невелико, хотя и имеет некоторое значение. Действительно, развиваемое при центробежном литье давление может быть рассчитано по формуле

где d — удельный вес жидкого чугуна, равный 6,8 Г/см3 (0,0068 кГ/м3);
w — угловая скорость вращения, равная 2пn/60 (n — число оборотов в минуту);
r1 — наружный радиус отливки;
r2 — внутренний радиус отливки;
g — ускорение, равное 981 см/сек2.
Таким образом, для втулки или трубы со значениями r1 = 20 см и r2 = 18 см центробежное давление при n = 500 об/мин составляет

что само по себе не может дать того большого повышения механических свойств, которое часто приводится в литературе:

В то же время отмечается, что на дизельных гильзах разница в механических свойствах при заливке стационарным и центробежным способами при одном и том же материале формы не найдена. Поэтому нужно полагать, что преимущества центробежного способа литья выявляются главным образом тогда, когда технологический процесс стационарной формы не обеспечивает получения здоровой отливки или когда неправильно сопоставляются свойства чугуна при стационарной песчаной и центробежной металлической формах.
Значительные преимущества представляет также непрерывное литье заготовок, что обусловлено ускоренным охлаждением, лучшим питанием и меньшим количеством газовых и неметаллических включений. Непрерывное литье обеспечивает сравнительно равномерные свойства по сечению отливок, в то время как при центробежном способе внутренние слои заготовок характеризуются более низкими свойствами по сравнению не только с наружным, но даже со статически залитым металлом.
Что касается пластического деформирования, то оно применяется еще редко, хотя приводит к значительному повышению механических свойств чугуна. Наилучшие результаты получаются при деформировании белого чугуна при температуре около 1000°C (рис. 229). Серый и тем более высокопрочный чугуны также допускают такую обработку давлением при малых степенях обжатия. По исследованиям И.Н. Богачева прочность высокопрочного чугуна повышается при 10-процентном обжатии на 7—8 кГ/мм2.

Большее практическое применение имеет армирование, как процесс механического повышения свойств чугунных отливок. При этом наиболее целесообразно закладывать арматуру (из мягкой стали) в тех частях отливок, которые работают на растяжение. Такой чугун, армированный 3—5% арматуры, характеризуется повышенной статической и динамической прочностью. Интересно отметить, что армированные отливки могут воспринимать возрастающую нагрузку даже после того, как образовалась трещина и что свойства этих отливок мало зависят от свойств чугуна.
Наконец, в ряде случаев, особенно при испытании на усталость, технология формы может оказать то или иное влияние на свойства отливок в зависимости от качества поверхности, так как грубая необработанная поверхность действует при испытании подобно многочисленным надрезам. Однако такое влияние может быть замечено только на высоких марках чугуна, характеризующихся повышенной чувствительностью к надрезам и при знакопеременных и ударных испытаниях. В других же случаях механические свойства отливок обусловливаются обычно не качеством поверхности, а отсутствием или наличием литейных пороков.
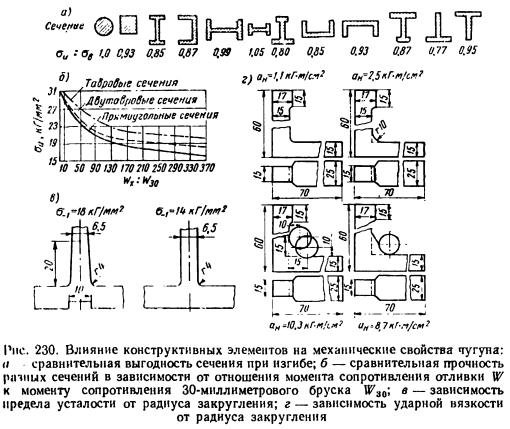
Наряду с технологией формы имеет значение и конструкция отливки, один из элементов которой — толщина стенок — был уже ранее рассмотрен. Однако на прочность отливки оказывает влияние не только ее толщина, но и вся конфигурация в целом. Следует прежде всего указать на то, что коэффициенты эквивалентности при неравномерном распределении напряжений (изгибе и кручении) зависят от формы сечения. Как видно из рис. 230, а, наиболее выгодным сечением является круглое. По мере же перемещения массы металла к наиболее нагруженным слоям сечения коэффициенты эквивалентности понижаются и выгодность сечения уменьшается.
В этом отношении интересно отметить исследования Г.В. Черткова, показавшего, что соотношение между пределами прочности при изгибе образцов любого сечения и цилиндрического (ou:ou°) может быть определено следующим образом:

где К1 = 2S/W — критерий формы сечения (Sz — статический момент половины площади сечения образца относительно оси, проходящей через центр тяжести перпендикулярно к плоскости изгиба);
W — момент сопротивления сечения; I,76 — критерий K1 для круглого сечения;
К2 = R°/R — критерий скорости охлаждения (R° — приведенная толщина цилиндра с таким же W, как у данной отливки; R — приведенная толщина отливки);
m — показатель степени, определяющий влияние скорости охлаждения на ou.
В табл. 28 приводятся рассчитанные по формуле (III.52) критерии K1 и K2 и критерий (К) их общего влияния на прочность при изгибе. Расчетные значения удовлетворительно совпадают с практическими данными.

Особо эффективными при изгибе являются несимметричные сечения, сконструированные так, чтобы растягивающим напряжениям подвергались части с наибольшим моментом сопротивления. При оценке конструкционной прочности нельзя забывать о масштабном факторе (рис. 230, б), в силу которого более крупные отливки характеризуются меньшей прочностью. Наконец, весьма большое значение, особенно для усталостной и динамической прочности, имеют радиусы закруглений на отливках (рис. 230, в, г), и в тем большей степени, чем выше марка чугуна и, следовательно, больше чувствительность к надрезам.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!