Плакирование вольфрамом тепловыделяющих элементов реактора
Введение
Необходимость плакирования реакторных тепловыделяющих элементов (твэлов) обусловлена тем, что твэлы без покрытия в условиях эксплуатации при 1800° С недостаточно прочны, часто распухают, теряют в весе от испарения и выделяют относительно много осколков деления.
В качестве возможного ядерного топлива, работающего при температурах до 1800° C, годятся UC, твердый раствор карбида урана в карбиде циркония UC—ZrC и керметы систем W—UC и W—UO2.
Исследования по совместимости тугоплавких металлов с этими материалами показали, что из четырех исследовавшихся металлов (W, Ta, Mo, Nb) чистый вольфрам надо считать самым подходящим материалом для непосредственного плакирования им твэлов. Вольфрам достаточно прочен при 1800° С, подобно другим чистым металлам, мало изменяет свои размеры в условиях работы реактора, а его физические свойства при этих температурах существенного изменения не претерпевают. Вольфрам может придать твэлу значительную прочность и, следовательно, повысить стабильность его размеров а также предотвратить потерю его веса от испарения. Более того, плакирование позволяет задерживать осколки деления.
Вольфрам поддается обработке труднее всех прочих материалов, поэтому логично плакировать образцы осаждением вольфрама из газовой фазы. Как показали исследования, его порог хрупкости зависит пт величины его зерна. Осаждением из газовой фазы можно получить вольфрам с мелкозернистой структурой, что повышает его противодействие росту зерна, позволяет сохранить исходную пластичность и низкий порог хрупкости даже после нагрева до температур выше температуры рекристаллизации спеченного или литого вольфрама.
Конструкция опытного плакированного твэла
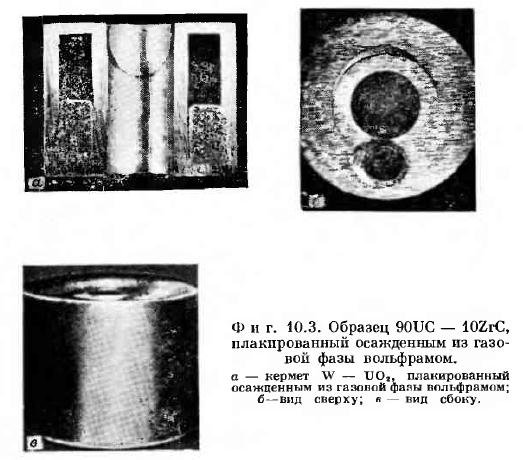
Плакирование вольфрамом проводили двумя способами: осаждением из газовой фазы и механической обработкой стаканчика из сплава W—2Мо (на его внутреннюю поверхность осаждали вольфрам из газовой фазы), на который диффузионным методом приваривали крышку. Устройство деталей твэлов видно на фиг. 10.1 и 10.2. В обоих случаях в верхней части предусмотрена полость, в которой собираются газообразные осколки деления. Наряду с этим подобная конструкция позволяет измерять объем выделяющихся газообразных продуктов деления. На фиг. 10.3 показано поперечное сечение одного из готовых образцов, плакированных осажденным из газовой фазы вольфрамом. К одному концу образца припаивали вольфрамовый хвостовик. Сверху в образце высверливали отверстие, предназначенное для удаления путем дегазации из внутренней полости продуктов, оставшихся после осаждения вольфрама. Это отверстие затем заделывается шпилькой. Внутренняя полость плакированных образцов, изготовленных из сплава W—2Мо, подвергалась дегазации перед диффузионным соединением крышки в вакууме.


В порядке предварительного исследования возможностей метода вольфрамом покрывали отдельные карбиды. Детали подвергали дегазации при 1800° С и разрезали. Каких-либо повреждений или дефектов, которые могли возникнуть в процессе осаждения вольфрама, не было обнаружено. Это дало основания полагать, что обычная технология осаждения вольфрама из газовой фазы пригодна для покрытия карбидов, используемых в качестве экспериментальных эмиттеров.
Чтобы сделать процесс покрытия более экономичным, были внесены небольшие изменения в конструкцию брикетов, вставляемых в полость твэла. Первая конструкция показана на фиг. 10.4 вверху, а ниже — вариант конструкции, где вольфрамовое покрытие нанесено в два приема и по длине захватывает всю высоту образца.
При плакировании карбидных образцов, предназначенных для испытаний, в процессе осаждения из газовой фазы возникли некоторые непредвиденные трудности. Оказалось, что все карбиды в той или иной степени взаимодействуют с газообразными продуктами в ходе осаждения, причем степень взаимодействия может быть и слабой и настолько значительной, что карбидный образец рассыпается в порошок. После многих безуспешных попыток выяснилось, что процесс осаждения необходимо видоизменить. Как показали предварительные исследования, покрытия хорошего качества получались на образцах, конструкция которых позволяла избегать попадания коррозионноактивных газов внутрь вольфрамовой формы. Это, по видимому, объясняется тем, что атмосфера в реакционной камере была чище, чем в первоначальных опытах. Атмосфера в камере считается чистой, если она содержит минимальное количество влаги, кислорода или других примесей.
Разработка технологии плакирования
Были начаты работы по разработке более подходящей технологии покрытия карбидов. Так как образцы системы UC—ZrC во влажной атмосфере быстро разрушались, причем тем быстрее, чем выше температура, в первую очередь были приняты меры для сокращения количества примесей в рабочих газах (водороде, гелии и гексафториде вольфрама) и устранения неплотностей в аппаратуре.

Ho и после устранения примесей из системы наблюдалось разъедание карбидов продуктами, образующимися в процессе осаждения. Чтобы предотвратить такое разъедание карбидов в ходе нанесения окончательного герметизирующего покрытия, надо было разработать методы защиты карбидных образцов вольфрамовым покрытием, наносимым в исключающих разъедание условиях. После этого образец можно было обрабатывать, как обычный кусок вольфрама.
Несколько десятков образцов было покрыто в различных условиях осаждения, а их поверхность раздела вольфрам — карбид подвергалась металлографическому исследованию. На микрофотографии фиг. 10.5 видны признаки коррозионного разъедания карбида продуктами реакции, тогда как на фотографии 10.6 признаков коррозии не видно. Эти результаты свидетельствуют о том, что осаждение вольфрама из паровой фазы можно производить без значительной коррозии карбида. Карбиды с вольфрамовым покрытием толщиной от 0,025—0,012 до 0,13 мм подвергали воздействию плавиковой кислоты при температуре 700° С в течение 30 мин. Как оказалось, покрытие толщиной 0,076 мм обеспечивает достаточно хорошую защиту, т. е. является беспористым. На фиг. 10.7 показано устройство для нанесения защитного покрытия, а на фиг 10.8 — для окончательного герметизирующего покрытия

По этой технологии были нанесены покрытия хорошего качества на 35 образцах Результаты показали, что метод осаждения вольфрама из газовой фазы позволяет плакировать изделия сложной формы, наносить покрытия в отверстиях (см. фиг. 10.4), будучи пригодным для защиты таких активных материалов, как UC. Все покрытые образцы признаков повреждений после их обработки и дегазации не обнаруживали и были оставлены для радиационных испытаний. После изготовления и дегазации часть образцов подвергли металлографическому анализу. На всех исследованных образцах обнаружены слабые признаки взаимодействия или коррозии карбида.

Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!