Коррозионная стойкость тугоплавких металлов в жидком литии и в парах цезия
Введение
Хорошо известно, что работы по созданию термоэмиссионных преобразователей ядерной энергии необходимы в целях обеспечения космических аппаратов сравнительно емкими источниками электроэнергии. Изучаются две возможные системы преобразования. В первой из них, представляющей собой реактор-преобразователь, оболочка твэла служит катодом, а во второй теплоноситель, вероятнее всего литий, нагревает катод преобразователя.
В этих системах преобразователей оболочку целесообразно нагревать до 1375—1870° С. Для обеих систем весьма трудно подобрать материал для оболочек твэлов. В одном случае оболочка выполняет роль катода, в другом случае — теплоносителя. Так как рабочая температура анода гораздо ниже, выбор материала для него особых трудностей не составляет, поскольку существующие сплавы вполне пригодны для этих целей.
Материал оболочек твэлов реактора-преобразователя должен сохранять достаточную прочность при температурах 1370—1870° С, быть совместимым с ядерным топливом, хорошо противостоять воздействию цезия и обладать еще удовлетворительными термоэмиссионными свойствами. В том случае, когда катод непосредственно оболочкой твэла не является, требования к прочности материала менее жестки, а его совместимость с ядерным топливом не столь важна. Ho в этом случае необходимо учитывать совместимость оболочки с другими материалами. Например, оболочка твэла в этом случае работает в контакте с литием при температурах 1375—1870° С. Оболочка опять же должна иметь достаточную прочность и совместимость с топливом и противостоять коррозии под воздействием лития.
Еще одна серьезная трудность при разработке термоэмиссионного преобразователя, независимо от того, находится он внутри реактора или же вынесен из него, заключается в подборе материалов для изоляции и электрических контактов, работающих при высоких температурах. Изоляционный материал должен выдерживать высокие температуры, быть непроводящим и совместимым с катодом и анодом. Материал для электрических контактов должен обладать, разумеется, электропроводностью и высокотемпературной прочностью. Кроме того, материал контактов должен быть совместимым как с анодом, так и с катодом при последовательном соединении с ними.
Экспериментальная часть
Учитывая тяжелые температурные и коррозионные условия, а также требование совместимости, в программу первоначальных исследований по выбору материала эмиттера были включены восемь тугоплавких металлов и сплавов: W, W—25Re, W—0,9Nb, W—15Мо, Ta—12W, сплав TZM (Mo—0,5Ti—0,08Zr), сплав T-111 (Ta—8W—2Hf) и сплав В-66 (Nb—5Мо—5V—1Zr).
Все эти материалы, выпускаемые промышленностью, были получены в виде кованых прутков диаметром 9,5 мм.

В табл. 14.1 указано содержание отдельных примесей в таких материалах. Все сплавы содержали сравнительно мало примесей.
Поскольку в задачу настоящего исследования входило изучение совместимости некоторых тугоплавких металлов и сплавов с ядерным топливом и расплавами металлов, конструкцию образца для испытаний выбирали таким образом, чтобы можно было накопить данные по их коррозионной стойкости и совместимости. На фиг. 14.1 схематически изображен образец в контейнере для коррозионных испытаний.

Из прутка диаметром 9,5 мм вырезали маленькие цилиндрические образцы. В образце высверливали на глубину 9,5 мм глухое отверстие диаметром 6,35 мм. В это отверстие вставляли маленький стержень из ядерного топлива, после чего отверстие закрывали пробкой и заваривали дуговой сваркой в атмосфере гелия.
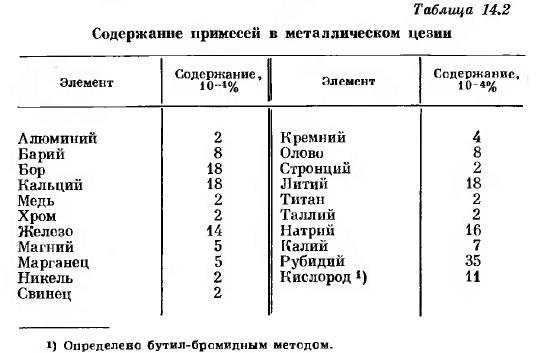
После сварки образцы промывали ацетоном и дистиллированной водой, высушивали, взвешивали, обмеряли и фотографировали. Затем каждый образец снова промывали, как раньше, и помещали в чистый контейнер для коррозионных испытаний, изготовленный из сплава Mo—0,5Ti или Mo—0,5Ti—0,08Zr. В каждый контейнер загружали в атмосфере аргона по 3—5 образцов. Контейнер заполняли литием или цезием следующим образом. Контейнеры и стеклянные ампулы с цезием помещали в камеру, которую затем откачивали и заполняли гелием высокой чистоты, осушаемым ловушкой с жидким азотом. Содержание кислорода в камере перед началом работы обычно не превышало 5*10в-4%. Цезий охлаждали ниже его температуры затвердевания, затем ампулу надламывали над цезием, а с его поверхности удаляли осколки стекла. Цезий подогревали до расплавления и переносили с помощью медицинского шприца в контейнер. После заполнения контейнера отверстие в нем закрывали пробкой и заваривали. Поверх этой пробки приваривали вторую крышку. В процессе всей этой операции постоянно контролировали содержание кислорода в камере, и если оно превышало 15*10в-4 %, то работу приостанавливали. Результаты химического анализа цезия на содержание примесей приведены в табл. 14.2.
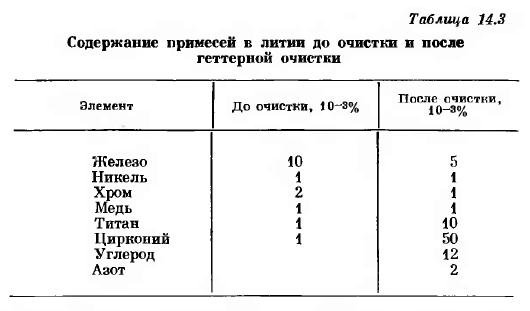
Заполнение контейнеров литием производили таким же образом, за исключением того, что в этом случае содержание кислорода в литии снижали титаноциркониевым геттером. Очистку проводили в поворотной печи при 870° С в течение 4 час. Навеску лития, достаточную для того чтобы закрыть все образцы, наливали на дно контейнера, после чего заваривали пробку и приваривали крышку контейнера. В табл. 14.3 приведены результаты химического анализа на содержание примесей в литии до очистки и после геттерной очистки.
Герметичность контейнера проверяли гелиевым течеискателем. Затем контейнеры устанавливали в вакуумную печь, обжигали в течение 100 час и охлаждали вместе с печью. На вакуумироваиие печи и дегазацию образцов требовался 1 час. На нагревание образцов до температуры испытания уходило еще до 2 час. В процессе испытаний поддерживали вакуум (3,5—9)*10в-6 мм рт. ст. Контейнеры извлекали из печи после двухчасового охлаждения вместе с печью. В жидком литии образцы выдерживали 100 час при 1375° С, а в парах цезия — при 1375, 1540 и 1700° C.
После испытания контейнеры вскрывали в перчаточном боксе, а жидкий металл хранили в герметичных условиях для последующих анализов. Прилипший жидкий металл с образцов смывали спиртом и дистиллированной водой. Образцы осматривали, взвешивали, обмеряли и фотографировали. Затем их разрезали и подвергали металлографическому анализу для определения размеров и характера жидкометаллической коррозии. При одной и той же температуре испытывали одновременно по 9 образцов тугоплавких металлов.
Результаты
Настоящая статья является предварительным отчетом, поскольку исследования еще продолжаются, а в нашем распоряжении еще нет данных по всем восьми металлам.
Судя по полученным результатам, вольфрам, сплав вольфрама с 25% рения и сплав TZM не подвергались коррозии через 100 час при 1375° С как в цезии, так и в литии. Вес при этом изменялся весьма незначительно (20—40 мг/дм2). Признаков проникновения или растворения поверхности жидким металлом не было обнаружено.
Сплав вольфрама с 0,9% ниобия дал больший привес, чем нелегированный вольфрам (150—250 мг/дм2), но признаков взаимодействия также не было обнаружено.

Сплав тантала с 12% вольфрама оказался слегка подверженным коррозии с потерей веса и в цезии, и в литии. О характере коррозии можно судить по фиг. 14.2, б. Такой характер коррозионного взаимодействия характерен для материалов, подвергавшихся воздействию лития при 1375° С.
Образцы из вольфрама, сплава вольфрама с 25% рения и сплава TZM после испытаний при 1540° С дали небольшой привес (около 75 мг/дм2; фиг. 14.3), вероятно, из-за образования на их поверхности тонкой окисной пленки под действием кислорода, содержавшегося в цезии. Проникновения по границам зерен не было обнаружено. Микроструктура этих материалов после испытаний показана на фиг. 14.3. Признаков разъедания поверхности не видно, хотя и появилась некоторая шероховатость.

Сплав вольфрама с 0,9% ниобия дал более значительный привес, чем предыдущие три сплава, хотя межкристаллитной коррозии или растравливания поверхности также не было отмечено.
Образцы из сплава тантала с 12% вольфрама при 1540° С теряют в весе. Характер коррозии такой же, как и на фиг. 14.2, но более резкий.
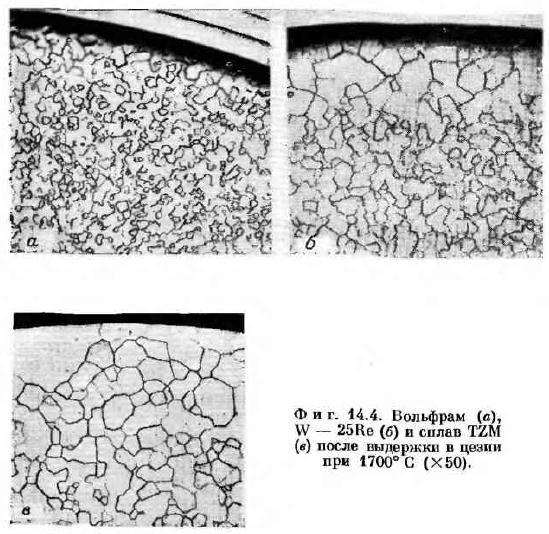
Результаты испытаний при 1700° С получились в основном такими же, как и при 1540° С. Микроструктуры вольфрама, вольфрама с 25% рения и сплава TZM после 100 час выдержки изображены на фиг. 14.4. Все эти сплавы обнаружили небольшое изменение веса и отсутствие межкристаллитной коррозии. Образцы из сплава вольфрама с 0,9 % ниобия обнаружили потерю в весе и общую шероховатость поверхности, что свидетельствовало о растворении поверхности металла.
Сплав тантала с 12% вольфрама оказался подверженным коррозии, как правило, еще сильнее, чем при 1540° С. Поверхность образцов была шероховатой с признаками значительного растворения и коррозии по границам зерен.
Испытания в цезии при 1375, 1540 и 1700° С и в литии при 1375° С проведены на отдельных образцах. Хотя полученные результаты и являются предварительными, они все же показывают, что вольфрам, вольфрам с 25% рения и сплав TZM могут быть использованы в атмосфере лития и цезия со сроком эксплуатации до 100 час. Сплав вольфрама с 0,9% ниобия тоже, вероятно, пригоден для этих целей, но его стойкость явно хуже. Танталовый же сплав (Ta—12W), подверженный межкристаллитной коррозии, вообще для этих целей непригоден.
Испытания таких материалов, как сплав вольфрама с 15% молибдена, В-66 и Т-111, пока еще не закончены. Кроме того, еще не проведены испытания материалов в парах цезия при температуре 1870° С. К настоящему времени получены лишь результаты сравнительно кратковременных (100 час) испытаний. По завершении 100-часовых испытаний материалы, показавшие удовлетворительную коррозионную стойкость, будут подвергнуты в соответствующих условиях 1000-часовым испытаниям.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!