Некоторые результаты коррозионных испытаний тугоплавких сплавов в калии
Введение
Разработка оболочечных материалов, работающих в потоке щелочных металлов в энергетических системах космических аппаратов, потребовала весьма обстоятельных исследований коррозионной стойкости таких материалов. В настоящее время калий, заключенный в полости образцов из ниобиевого сплава, приобретает особое значение для турбогенераторных энергосистем космических аппаратов, работающих по циклу Ренкина. Длительность их службы при температурах 1100—1200° С должна составлять не менее 10 000 час. В статье описаны некоторые наблюдения и результаты коррозионных испытаний.
Экспериментальная часть
Операция заполнения и герметизации. Несмотря на то что использованный в работе калий был получен в отфильтрованном виде, его снова подвергали фильтрации, пропускали в течение 100 час через горячую ловушку с титаном или цирконием при 760° С, подвергали вакуумной дистилляции приблизительно при 280° С и снова пропускали через горячую ловушку. В очищенном таким способом калии содержание кислорода, измеренное методом ртутных амальгам, не превышало 0,003%. Поскольку надежность результатов коррозионных испытаний в значительной мере зависит от количества примесей в калии, в частности кислорода, азота, водорода и углерода, постольку при заливке и герметизации капсул необходимо принимать все меры предосторожности для сохранения исходной чистоты калия. Была сконструирована специальная установка для заполнения капсул, в которой щелочной металл заливается в капсулу непосредственно из горячей ловушки, а капсула заваривается электронным лучом. Все операции проводятся в вакууме 10в-2 мм pm. ст. На фиг. 15.1 показан внутренний вид этой установки. Вторая горячая ловушка с калием расположена вне вакуумной системы. Расположенный внутри камеры установочный механизм подает капсулу под заполнение, закрывает верхнюю крышку капсулы и подводит ее к электронному лучу для герметизирующей сварки. Такая система имеет ряд преимуществ: 1) значительно снижается возможность загрязнений; 2) повышается точность измерения количества жидкого металла; 3) исключается несколько длительных операций.

Вакуумная система. Газообразные включения, поглощаемые наружной стенкой капсулы во время испытаний, могут диффундировать сквозь стенку контейнера и тоже влиять на результаты коррозионных испытаний. Для коррозионных испытаний до 1000 час в толстостенных контейнерах из ниобиевого сплава с внутренним геттером (цирконием) можно считать достаточным вакуум 10в-8 мм рт. ст., более длительные испытания (5000 и 10 000 час) целесообразно проводить в вакууме 10в-6 мм рт. ст. Для коррозионных испытаний ниобиевых сплавов использовались геттероионные вакуумные системы, обеспечивающие разрежение около 10в-7 мм рт. ст. (фиг. 15.2).

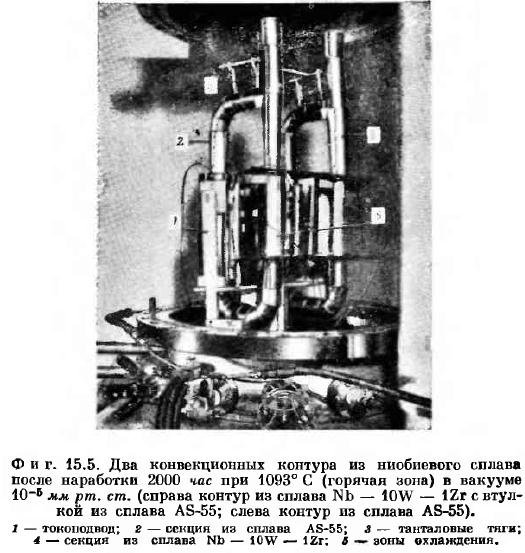
Коррозионные испытания. По степени тяжести условий испытания подразделяются на три следующих вида: 1) изотермические испытания в ампулах; 2) испытания в капсулах при двухфазном (пар — жидкость) состоянии калия; 3) испытания в конвекционных контурах (петлях). По первому методу ампулы диаметром 25 мм и длиной 275 мм заполняют (не полностью) калием и подвергают изотермической выдержке. Для второго метода используются ампулы таких же размеров, заполняемые калием по описанной выше методике. Ho в отличие от изотермического метода определенным образом расположенный нагреватель, постоянно выделяющий теплоту, создает условия для непрерывного кипения и конденсации калия с небольшой скоростью (около 450 г/час) при температуре в горячей зоне ампулы 1200° С. Установка для испытаний этим методом показана на фиг. 15.3 и 15.4. И, наконец, при испытаниях в конвекционном контуре из испытываемого сплава изготавливается контур в виде бесшовной трубы наружным диаметром 22,4 мм и толщиной стенки 1,73 мм. Это наиболее объективный способ коррозионных испытаний, так как при этом может быть изучена устойчивость элементов контура в условиях перепада температур и градиента активности массопереноса. Испытательное оборудование с двумя контурами высотой около 430 мм и шириной 178 мм показано на фиг. 15.5.
Результаты
Здесь приводятся лишь наиболее важные результаты, полученные ко времени опубликования настоящей статьи. Исчерпывающий анализ результатов испытаний будет представлен позже.

Изотермические испытания ампул. Ампулы подвергались воздействию очищенного от окислов, профильтрованного, дистиллированного калия в жидком и газообразном виде при 1093° С в течение 1000 час. Пять ампул с образцами на ударную вязкость, на растяжение и изгиб из предполагаемых материалов оболочек и турбин изготовили из трубы сплава ниобия с 1% циркония и по одной ампуле выточили из сплавов TZM и F-48. Испытуемые образцы были изготовлены из сплавов Nb — 1 % Zr, F-48 (Nb - 15% W + 5% Mo + 1% Zr + 0,04% С), AS-30 (Nb + 20% W + 1% Zr + 0,10% С) и TZM. Часть образцов испытывали в рекристаллизованном состоянии, а другую часть подвергали термообработке для снятия напряжений. Образцы сплавов F-48 и TZM испытывались в контейнерах, изготовленных как из этих же самых материалов, так и из сплава Nb—1Zr.
После выдержки в калии материал контейнера и образцы подвергали химическому анализу (на содержание углерода, кислорода, азота и водорода), металлографическому анализу, измеряли твердость и микротвердость, определяли изменение веса и размеров, подвергали испытаниям на изгиб и растяжение при комнатной температуре и либо на ударную вязкость, либо на растяжение при 1093° С. На основе результатов этих испытаний можно сделать следующие выводы:
1) испытуемые сплавы в общем не проявили признаков значительной коррозии;
2) твердость и прочность материалов, выдерживавшихся в парах калия, вообще говоря, были выше, чем у этих же материалов, выдерживавшихся в жидком калии;
3) после длительных испытаний при 1093° C наблюдается тенденция к непрерывному снижению твердости и прочности, что, вероятно, можно объяснить изменениями структуры при старении (из пяти сплавов наименьшие изменения отмечены в сплавах TZM и AS-30);
4) сплавы AS-30, TZM, Nb-752 и Nb—1Zr не проявили тенденции к охрупчиванию после выдержки в течение 1000 час при 1093° С. Значительно снизилась при комнатной температуре пластичность при растяжении сплава F-48. Несмотря на попытки объяснить это снижение пластичности в большей степени коррозионным воздействием, чем старением сплава, предварительные испытания не подтвердили этой точки зрения, так что для объяснения этого явления необходимы Дополнительный исследования.
Испытания в калии, находящемся в двухфазном (пар — жидкость) состоянии. Было испытано по 5 ампул из сплавов Nb—1Zr и AS-55 (Nb + 5% W + 1% Zr + 0,06% С) при 1093° С до 1000 час и при 1200° С в течение 245 час. Перед заполнением ампул калий подвергали очистке в изложенном выше порядке. Результаты этих испытаний показали незначительное коррозионное воздействие: незначительное общее растворение, в частности на границе раздела жидкость — пар, небольшое повышение твердости в той части ампулы, которая находилась в паровой области, и незначительное изменение веса образцов, находившихся внутри ампул. Только в одном случае была отмечена избирательная межкристаллитная коррозия ампулы из сплава Nb—1Zr на глубину 0,25 мм по месту сварки после испытаний в жидком калии. Природа этого явления не установлена, но предполагается, что это можно увязать с зарождением пузырьков газообразного калия и концентрацией примесей на их поверхности.
Химическим анализом образцов, вырезанных из ампул, не удалось обнаружить переноса углерода в сплаве AS-55, что весьма важно для сохранения сплавом своей прочности при высоких температурах. Более того, карбидные частицы сохранили свои относительные размеры и характер распределения в матрице, вследствие чего материал сохранил относительно высокую прочность при 1200 С после выдержки в течение 1000 час при 1093° С. Детальнее эта работа описана в предварительном отчете.
Закончены дополнительные испытания ампул из сплавов Nb—1Zr и AS-55 в течение 5000 и 10 000 час при 1093° C и из сплава D-43 (Nb + 10% W + 1 % Zr + 0,1 % С) в течение 5000 час также при 1093° С, но тщательный анализ результатов еще не закончен; 10 000-часовые испытания сплава D-43 продолжаются.
Испытания конвекционных контуров. Были использованы два конвекционных контура с очищенным калием в течение 2000 час при 1093° С в зоне нагрева и примерно при 1010° C в зоне охлаждения. Один контур был изготовлен целиком из сплава AS-55, а второй — в основном из ниобиевого сплава (Nb + 10% W + 1% Zr) с низким содержанием углерода (0,0017%) с переходом в зоне нагревателя в трубку из сплава AS-55 длиной 150 мм.
Образцы, вырезанные из контуров, подвергались металлографическому и химическому анализам с измерением их прочности при растяжении. Как правило, обнаруживались лишь слабые признаки коррозионного воздействия, массопереноса или снижения прочности при комнатной температуре. Ho как показали результаты испытаний на растяжение при 1095° С, прочность обоих сплавов в конечном счете снижается с 21 до приблизительно 17 кг/мм2. Испытания прочностных свойств материалов контура продолжаются.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!