Достижения в области осаждения покрытий на тугоплавкие металлы
Введение
Применение сплавов на основе тугоплавких металлов в аэронавтике и космической технике в настоящее время и в будущем связано с необходимостью создания защитных покрытий на поверхности изделий весьма сложной конфигурации. Для правильного выбора соответствующего покрытия и технологии его нанесения необходимо исследовать совместимость соединяемых материалов и изучить технологию нанесения покрытия.
Решения многих задач, которые ставятся изготовлением высокотемпературных изделий и нанесением на них покрытий, требуют коренного изменения существующей технологии нанесения покрытий на изделия простой формы из тугоплавких металлов. В частности, для выбора покрытия и способа его нанесения требуется подробное изучение проблем соединения, нанесения защитных покрытий на сопрягающиеся поверхности, в узких местах, на детали сложной конфигурации и изделия из разнородных металлов.
Качественные покрытия, химически осаждаемые из газовой фазы, обеспечивают защиту изделий при различных рабочих условиях. Основные процессы нанесения плотного покрытия можно в зависимости от увеличения размеров и усложнения формы изделия разнообразно и гибко изменять.
В настоящей статье описаны различные прогрессивные видоизменения процесса осаждения покрытий из газовой фазы на изделия больших размеров или сложной конфигурации.
Технология осаждения покрытий на изделия из тугоплавких металлов
Нанесение покрытий на изделия сложной конфигурации, работающие в условиях высоких температур и применяющиеся в авиационной и космической технике, потребовало решения ряда технологических задач.
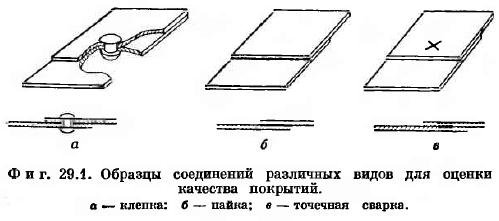
Особенно важно успешно решить задачи защиты соединений в сборках. Рассмотрение типовых соединений (фиг. 29.1) выявило ряд задач, решение которых требует изменения одного или нескольких следующих факторов: 1) конструкции; 2) последовательности и характера технологических операций; 3) технологии соединения; 4) способа нанесения покрытия.
Конструкция детали должна быть практичной, в связи с чем иногда выгодно и необходимо отступить от конструкционнооптимального варианта. При конструировании должны учитываться допустимые минимальные размеры, ограничения по зазорам, особенности технологии нанесения покрытия. Наряду с этим при анализе конструкции и выборе покрытия первостепенную важность имеет точная оценка возможного прогиба возникшего напряжения.
Последовательность технологических операций можно установить такой, чтобы обеспечить за покрытием сохранение максимальной защитной способности. Так, паяное соединение можно надежно защитить после пайки покрытием, в то время как изделие, соединенное заклепками, целесообразно покрывать и до клепки, и после нее.
Для защиты таких поверхностей, недоступных для нанесения плотного покрытия, как места соединений точечной сваркой или непокрытые перед клепкой клепаные соединения, технологию нанесения покрытия приходится видоизменять сочетанием процесса диффузионного насыщения из обмазки с осаждением из газовой фазы. Обмазка или цемент пригодны также для большей надежности защитного покрытия в суживающихся зазорах (каналах) или трубах сложной конфигурации. Видоизменять систему покрытия приходится и в тех случаях, когда либо покрытие и припой несовместимы, либо покрытия и подложки разнородны.
На изделия и соединения простой конфигурации обычно легко наносить покрытия методами поверхностного диффузионного насыщения. Однако часто бывает необходимо прибегать к особому технологическому приему, чтобы обеспечить надежность покрытия. Нанесение дополнительного покрытия необходимо тогда, когда изделие предназначается для длительной работы в таких условиях, как сильная эрозий, ударные нагрузки и пpoдолжительный аэродинамический нагрев. Такие дополнительные покрытия наносят из окислов металлов или силицидов пламенным напылением или осаждением из газовой фазы с последующим уплотнением покрытия или без уплотнения.
Чтобы реально подойти к решению задач, связанных с нанесением покрытий на сложные конструкции, исследования пришлось начать с изучения типичных способов соединения таких деталей и узлов: а) клепаные шаблоны; б) резьбовые соединения; в) клепаные панели; г) сварные рифленые панели; д) паяные сотовые панели; е) комбинированные клепаные панели, связанные изнутри для жесткости фермой; ж) аппаратурная арматура.
Предварительные испытания, проведенные на наиболее характерных соединениях, в сочетании с исходными данными, полученными в процессе изготовления самих соединений, способствовали разработке такого технологического процесса нанесения покрытия, который позволял возместить ограничения, накладываемые конструкционными особенностями изделия. Проводившиеся испытания преследовали следующие цели:
а) испытание заклепок на пригодность для соединений того или иного вида с целью определения размеров отверстия, позволяющих вставить заклепку в отверстия обеих соединяемых деталей после нанесения покрытия (допуски на размеры клепаных соединений легко определить для той или иной системы покрытия);
б) испытание резьбового соединения имело задачей изучение работоспособности покрытия на острых углах и в углублениях, а также рабочих характеристик покрытия при сжатии (это же испытание позволило получить данные, необходимые для установления допусков и параметров резьбового соединения);
в) испытание клепаной панели проводилось для решения задач, связанных с укладкой покрытых поверхностей, в том числе родственных и разнородных систем покрытия и тугоплавких сплавов;
г) сваренные оплавлением рифленые панели оказались полезными при определении пригодности процесса для нанесения покрытия в мертвых зонах на сопряженные поверхности и зоны термического влияния сварки на подложке;
д) в связи с использованием сотовых панелей возникли задачи нанесения покрытия на паяные соединения и изучения роли толщины соединяемых материалов подложки; наряду с этим предстояло еще решить трудный вопрос о пригодности той или иной технологии нанесения покрытия для создания заполненных инертным газом или вакуумированных ячеек;
е) испытание клепаных панелей, скрепленных между собой фермой, помогало в решении задач, связанных с укладкой, сопряжением и скольжением плоскостей; вместе с тем оно позволяло оценить пригодность системы покрытия для нанесения на движущиеся поверхности в тех случаях, когда избыточный рост слоя покрытия из-за окисления или прилипания поверхностей приводит к преждевременному разрушению конструкции;
ж) аппаратурная арматура испытывалась с целью накопления сведений о пригодности процесса для нанесения покрытия на длинные трубы сложной конфигурации, места трудного доступа, проходы и внутренние поверхности.
Результаты этих и других испытаний подтвердили необходимость изменения технологии нанесения покрытия, чтобы преодолеть основные конструкционные ограничения. Были разработаны принципы изменения этой технологии, обеспечивающие нужную гибкость процесса и возможность промышленного нанесения покрытий разных систем.
Трудно предугадать химическую совместимость сопрягающихся поверхностей разнородных материалов при высоком нагреве, но достаточно верное суждение о ней можно составить по результатам кратковременных прямых испытаний. Если обнаружена несовместимость какой-либо пары, то необходимо либо избегать ее в конструкции, либо предусматривать пути предотвращения подобного взаимодействия.
Ясно, что процесс приходится видоизменять, если существующее оборудование и обычная технология не обеспечивают нанесения покрытия на сборку. Подобные сборки охватывают очень большие и сложные по конфигурации конструкции. Типичный процесс поверхностного диффузионного насыщения изменяют путем нанесения слоя обмазки или суспензии с последующей термической обработкой. Обмазку или суспензию готовят из обычных компонентов и наносят на изделие путем разбрызгивания пульверизатором, погружения в состав или вакуумного напыления с просушкой при невысокой температуре (110—120° С). Покрытое обмазкой изделие помещают затем в герметическую реторту, содержащую активатор и инертный материал (порошок или газ), и подвергают термической обработке, обеспечивающей необходимую для осаждения покрытия реакцию в газовой фазе. Такая технология позволяет наносить покрытия на крупные изделия сложной формы.
Еще одно изменение подобной технологии сводится к разделению активирующих солей и обмазки. Активатор наносят слоями отдельно, чтобы он не имел непосредственного контакта с покрываемым предметом. Во всех случаях такой прием значительно сокращал или вообще устранял образование в покрытиях тонких пор.
Более того, изменения технологии создания покрытий поверхностным диффузионным насыщением позволили получать за один цикл такие сложные покрытия на изделиях, которые раньше требовали обработки за несколько циклов. Это снизило термическую циклическую нагрузку на покрываемые изделия, сократило время самого процесса и позволило сэкономить материалы. Оптимальная воспроизводимость покрытия достигается благодаря уменьшению числа параметров процесса, что вместе с тем повышает и надежность изделия с покрытием.
Другие процессы, иные технологические способы создания покрытия, изменение состава, приемы ремонта местных повреждений покрытий, осаждения покрытий, являющихся диффузионным барьером между несовместимыми между собой материалами, — все это тоже способно сделать более гибкими требования, предъявляемые к конструкции и материалам.
Обсуждение результатов
Изменение характера обычного процесса получения покрытий поверхностным диффузионным насыщением позволило приспособить его для создания покрытий на крупных изделиях сложной конфигурации. Описанные в настоящей статье изменения процесса придают ему универсальность, дающую большую свободу при конструировании и выборе способов изготовления. Они заметно расширяют возможности применения этого процесса, в том числе и для следующих целей:
а) для надежного и экономичного создания покрытий на крупных сборках и узлах независимо от их веса и конфигурации;
б) для почти беспрепятственного создания покрытий на сборках частей из разнородных сплавов;
в) для избирательного создания покрытий на отдельных деталях конструкции и даже на отдельных участках детали;
г) для снижения производственных расходов;
д) для повышения надежности благодаря сокращению числа параметров процесса и для улучшения воспроизводимости характеристик покрытия;
е) для ускорения всего производственного цикла, в том числе процессов диффузионного насыщения, обработки и очистки;
ж) для создания надежных покрытий на внутренних поверхностях длинных изогнутых труб, внутренних участков теплообменников сложной конфигурации или фермовых панелей.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!