Подготовка к спуску обсадной колонны в скважину
Спуску обсадной колонны должна предшествовать тщательная проверка и подготовка как всех ее элементов, так и бурового оборудования, механизмов и инструментов, которые будут использоваться при спуске.
Подготовка колонны. Подготовка и проверка элементов обсадной колонны осуществляются прежде всего на трубной базе. Визуально осматривают все трубы, предназначенные для спуска в данную скважину, и отбраковывают те из них, в которых обнаружены явные дефекты (трещины, вмятины, кривизна, поврежденные резьбы и т. п.). После осмотра трубы подвергают инструментальному контролю при помощи дефектоскопических установок, проверяют при помощи калибров конусность и шаг резьбы, подбирают муфты к трубам по величине натяга; муфты и трубы, овальность которых превышает предел, допустимый стандартом, отбраковывают.
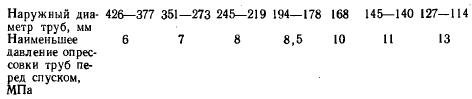
Трубы, при осмотре и контроле которых дефектов не обнаружено, опрессовывают водой. Давление опрессовки обсадных труб для эксплуатационных и ответственных промежуточных колонн должно не менее чем на 5% превышать избыточное внутреннее давление, которое может действовать на соответствующую секцию колонны при проверке герметичности ее после спуска в скважину. Во всяком случае оно не должно быть менее величины, указанной ниже, но не должно превосходить величин давления гидроиспытания, допускаемых ГОСТ.
Трубы опрессовывают на специальном стенде. Трубу и ее соединение признают герметичными, если в течение 30 с давление снизится не более чем на 0,5 МПа. Негерметичные трубы отбраковывают.
Для смазки резьбовых соединений при избыточном внутреннем давлении 20—25 МПа могут быть использованы при температуре до 100°C — смазка Р-2, а при более высокой температуре — смазка Р-402 на силиконовой основе. При более высоких избыточных давлениях, а также для колонн в газовых скважинах рекомендуется применять полимеризующиеся составы УС-1, КНИИНП-2 и др. Для повышения герметичности соединений при избыточных давлениях 15—40 МПа (в зависимости от диаметра труб) может быть использована также фторопластовая лента ФУМ.
Один из наиболее эффективных способов повышения герметичности резьбовых соединений — металлизация поверхности резьб. Тонкий слой легкоплавкого металла (цинк, алюминий и т. п.) толщиной от 0,2 до 0,5 мм наносят на поверхность резьбы муфты с помощью специальной металлизационной установки.
Признанные годными трубы завозят на буровую за несколько дней до спуска в скважину. Общая длина доставленных сюда труб должна на 5% превышать длину обсадной колонны; резерв составляют из наиболее прочных труб. Вместе с трубами на буровую доставляют элементы технологической оснастки обсадной колонны: центрирующие фонари, скребки, башмак, направляющую пробку, башмачный патрубок, обратные и дифференциальный клапаны, стоп-кольцо, муфты для ступенчатого цементирования, пакеры, промывочную головку и т. п. Предварительно эти элементы должны быть проверены, а некоторые из них оп-рессованы. Так, обратные клапаны опрессовывают давлением, превышающим в 1,5 раза наибольшую разность давлений столбов жидкостей в заколонном пространстве и в колонне после цементирования, с целью проверки прочности и герметичности их. Опрессовкой проверяют также герметичность муфт для ступенчатого цементирования; рабочее давление пакеров; давление, необходимое для срезания шпилек, которые удерживают втулки цементировочных муфт, и т. п. Полезно проверять также деформацию пружинных центрирующих фонарей под воздействием наибольшего прижимающего усилия, которое может возникнуть при спуске колонны в скважину.
Подготовка ствола скважины. К началу спуска колонны в скважине должны быть завершены все исследовательские и измерительные работы (каротажи, отбор проб боковым грунтоносом, кавернометрия, инклинометрия, опробование перспективных объектов и т. д.). -
После получения новой кавернограммы выявляют участки сужений ствола скважины и уточняют места установки на колонне центрирующих фонарей и скребков. Фонари рекомендуется размещать в тех участках интервала цементирования (прежде всего, против продуктивных горизонтов), где диаметр ствола близок к номинальному. Если зенитный угол не превышает 3°, расстояние между фонарями может составлять 20—25 м; на участках же с большим зенитным углом, а также на участках интенсивного изменения зенитного или азимутального углов фонари целесообразно ставить на каждой обсадной трубе.
По инклинограмме выясняют участки резких изменений зенитного и азимутального углов. Участки сужений, выступов и перегибов ствола скважины тщательно прорабатывают новыми долотами и расширяют до нормального диаметра. Прорабатывать ствол рекомендуется новыми долотами со скоростью 35—40 м/ч, а участки наиболее опасных сужений и перегибов — со скоростью 20—25 м/ч. Жесткость компоновки низа бурильной колонны при проработке должна соответствовать жесткости обсадной колонны, подлежащей спуску, особенно в тех случаях, когда прорабатываются интервалы интенсивного искривления.
После проработки и промывки глубокой скважины ствол ее часто шаблонируют. Для этого в скважину спускают на бурильной колонне компоновку из трех-четырех обсадных труб и убеждаются в том, что она доходит до забоя без посадок. По окончании шаблонирования скважину промывают с целью полного удаления шлама. Во время промывки желательно поддерживать турбулентный режим течения жидкости в кольцевом пространстве. Если при промывке из скважины выходит газированный раствор, целесообразно делать перерыв на 10—15 мин. Длительность каждого периода промывки — один-два цикла циркуляции.
Для проработки и промывки скважины нужно использовать промывочную жидкость с минимальной водоотдачей, низкими значениями статического и динамического напряжений сдвига и возможно меньшей вязкостью. Состав этой жидкости должен обеспечивать устойчивость стенок скважины. Для уменьшения липкости фильтрационных корок в промывочную жидкость на водной основе вводят смазочные добавки.
При подъеме бурильной колонны после проработки или шаблонирования измеряют ее длину и, таким образом, уточняют длину скважины.
Подготовка бурового оборудования. При спуске обсадной колонны часто существенно возрастает нагрузка на буровое оборудование. Поэтому до начала спуска необходимо тщательно проверить исправность всего бурового оборудования, надежность крепления его, соосность вышки, стола ротора и устья скважины. На буровую должен быть доставлен исправный инструмент для спуска обсадных труб (элеваторы, ключи, хомуты и т. п.). Для облегчения и ускорения центрирования и свинчивания обсадных труб в вышке на высоте 8—10 м от пола подвешивают специальную передвижную люльку. Вокруг стола ротора на уровне его верхней плоскости делают деревянный настил.
Если вес обсадной колонны значительно больше веса бурильной колонны, при необходимости усложняют оснастку талевой системы, а изношенный талевый канат заменяют новым.
Обсадные колонны длиной до 3000—3500 м обычно спускают с помощью механизированных клиньев и одного элеватора; при большей длине колонны от использования клиньев приходится отказаться из-за опасности повреждения труб сухарями; вместо клиньев применяют второй элеватор.
Если диаметр бурильных труб, которые использовали для бурения под данную обсадную колонну, не равен диаметру обсадных труб, не только проверяют исправность и работоспособность превенторов, но также заменяют в них вырезные плашки в соответствии с диаметром обсадных труб.
На буровой необходимо иметь также переводник для быстрого подсоединения ведущей трубы к обсадной колонне для промежуточных промывок скважины (или специальную промывочную головку).
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!