Электронагрев арматуры для ее натяжения
Электронагревательная установка должна нагреть арматуру до температуры, обеспечивающей получение необходимого удлинения, в течение короткого технологически удобного отрезка времени. Для стержневой арматуры это время составляет обычно 2—4 мин, а для проволоки 15—30 сек.
Другим важным параметром установки является максимальная температура нагрева арматуры. Чтобы удобно было уложить арматуру в упоры, ее длина в нагретом состоянии в момент укладки должна быть немного больше расстояния между упорами. Обычно считается достаточным превышение примерно 0,001 полной длины, т. е. 1 мм на 1 м длины. Это, пожалуй, наибольшее значение. В ряде случаев, например, когда нагрев происходит непосредственно над местом укладки, ограничиваются меньшим превышением длины. При проектировании нагревательной установки следует принимать, что длина нагретой арматуры при ее укладке в упоры должна быть не менее lу + 0,001lу и, следовательно, температурное удлинение должно быть не меньше
?lт = (ly-lз)+0,001 lз = ?l + 0,001 lз.
В то же время удлинение арматуры при ее нагреве до температуры t° составляет

где ?lт — температурное удлинение арматуры;
lт — длина нагреваемого участка арматуры;
? — коэффициент температурного расширения материала арматуры для рассматриваемого диапазона температур, определяемый по табл. 2.1;
t0 — температура окружающей среды при нагреве (температура арматуры перед ее нагревом).
Следует также учесть, что нагретая арматура при ее переносе от нагревательной установки до упоров частично остывает на t°ос и поэтому ее нужно нагреть больше, чем получается по формуле (3.29), чтобы компенсировать это остывание. Тогда нагревательная установка должна быть рассчитана на полную температуру нагрева

Температура остывания при переносе обычно принимается tос = 20/30°С. В отдельных случаях, приняв специальные меры, можно обеспечить меньшее остывание нагретой арматуры во время ее переноса и укладки в упоры.
На рис. 3.16 показана принципиальная схема электронагревательной установки и основные варианты компоновки. К сети с напряжением 380/220 в присоединены контакты с подачей тока к понижающим трансформаторам. Электроконтакты подводят ток от трансформаторов к арматуре. Прижимные устройства, к которым крепятся контакты, прижимают их к арматуре. Промежуточные ролики поддерживают нагреваемую арматуру, но не препятствуют ее свободному удлинению при нагреве. Одна из двух крайних опор перемещается при нагреве арматуры и по достижении заданной величины удлинения нажимает на концевой выключатель.

При нагреве арматурные элементы располагают по высоте один над другим, т. е. в одной вертикальной плоскости (рис. 3.16, б).
Возможна также компоновка нагревательной установки с размещением всех нагреваемых элементов на наклонной (рис. 3.16, в) или на горизонтальной плоскости (рис. 3.16, г).
При производстве предварительно напряженных железобетонных изделий сравнительно небольшой длины, например плит или настилов длиной около 6 м, предпочитают нагревательные установки с вертикальной компоновкой. Такие установки занимают мало места и их легко разместить в действующих цехах. Преимущество такого размещения заключается также в удобстве прижима всех одновременно нагреваемых стержней при помощи одного пневмоцилиндра. Такая установка, описанная ниже более подробно, была впервые создана на московском заводе ЖБИ № 5, а затем получила распространение на многих предприятиях Москвы и других городов.
При одновременном нагреве двух стержней часто предпочитают располагать их рядом, в особенности если стержни длинные. Такие установки просты по конструкции и сравнительно малогабаритны. Они приняты в типовых заводах железобетонных изделий для промышленных зданий.
При изготовлении сравнительно небольших конструкций применяются электронагревательные установки для одновременного нагрева такого количества стержней, которое имеется в конструкции. Так, при производстве многопустотных настилов с тремя напрягаемыми стержнями одновременно нагреваются три стержня, а если в настиле четыре или даже шесть стержней, то нагревают одновременно четыре или шесть стержней. Одновременный нагрев большого числа длинных стержней для крупных конструкций требует больших электрических мощностей, кроме того, укладка нагретых стержней большого размера и в большом количестве технологически неудобна. В этом случае одновременно нагревают обычно только один или два стержня.
Большое значение имеет размещение электронагревательной установки на технологической линии. От этого зависит трудоемкость укладки и степень остывания нагретой арматуры при ее переносе. Несколько вариантов размещения нагревательных установок в цехах показано на рис. 3.17.

Нужно стремиться к тому, чтобы нагреваемые арматурные элементы находились возможно ближе к упорам, в которые их нужно уложить.
При поточно-агрегатной или конвейерной схемах производства нагревательную установку ставят рядом с постом зарядки форм (рис. 3.17, а). В целях механизации операций и уменьшения остывания при переносе можно сделать портальную нагревательную установку и подкатывать под нее заряжаемую форму или, наоборот, накатывать нагревательную установку на форму (рис. 3.17, б).
При стендовом производстве возможны различные варианты расположения электронагревательных установок. Так, например, при изготовлении подстропильных ферм в парных формах нагревательную установку поместили на средней силовой распорке. К ней непосредственно примыкают нижние пояса ферм, где располагается напрягаемая арматура, так что нагретые стержни нужно просто опускать с распорки в упоры (рис. 3.17, в).
При стендовом изготовлении конструкций непосредственно в ямных камерах нагревательную установку иногда монтируют на стенке камеры (рис. 3.17, г), а иногда на площадке между двумя секциями камеры (рис. 3.17, д). Во всех случаях стендового производства целесообразно размещать трансформаторы вне камер и использовать одну группу трансформаторов для нескольких нагревательных установок.
Интересным решением является электронагревательная установка-контейнер (рис. 3.17, е). При изготовлении крупных конструкций для доставки длинных арматурных элементов от места их заготовки до формы нужно применить специальный контейнер. На московском заводе ЖБИ № 18 по предложению П.И. Зеньковского разработан и успешно применяется контейнер для арматуры, одновременно используемый в качестве нагревательной установки при изготовлении стропильных форм длиной 24 м. Изготовленные арматурные элементы укладывают в контейнер, представляющий собой шпренгельную стальную форму |__|-образного поперечного сечения длиной 24 м (рис. 3.18). После заполнения контейнера одним или двумя комплектами напрягаемой арматуры его перемещают краном и устанавливают непосредственно на форму вблизи нижнего пояса фермы. Сбоку кондуктора смонтированы контакты и поддерживающие ролики. Трансформаторы находятся на постоянном месте — между камерами, в которых изготовляются фермы. Таким образом, сам контейнер является нагревательной установкой, к которой по мере надобности подключают трансформаторы. Одной переносной электронагревательной установки и одного комплекта трансформаторов достаточно для обслуживания нескольких форм.

Расчет нагревательных установок обычно сводится к подбору трансформаторов в зависимости от диаметра, длины и количества одновременно нагреваемых арматурных элементов и от заданного отрезка времени, в течение которого нужно нагреть арматуру до требуемой температуры.
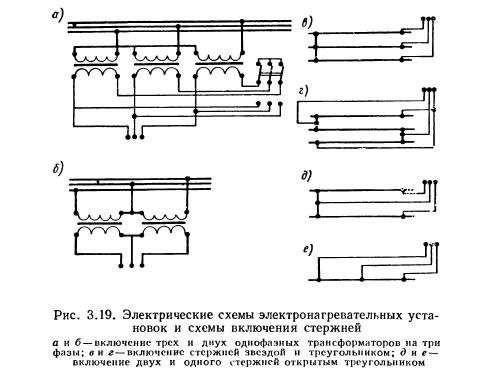
Для равномерного нагрева арматурных элементов их обычно включают в цепь последовательно, а трансформаторы — параллельно. В ряде случаев имеет большое значение обеспечение равномерной загрузки фаз при работе нагревательной установки. Для этой цели можно принять схемы включения звездой или треугольником (рис. 3.19).
Выбор трансформаторов производится по трем основным параметрам: Iср — требуемая величина тока в а; U — напряжение источника тока в в; P — мощность трансформатора в ква. Требуемая величина тока определяется по формуле

Напряжение источника тока

Требуемая мощность трансформаторов

В качестве подсобного материала при расчете в табл. 3.9 приводятся величины Qн, Qп, R и Z для разных диаметров арматуры и заданной температуры нагрева. По значениям Iср, U и P, определенным по формулам (3.31), (3.32) и (3.33), можно подобрать подходящие трансформаторы, пользуясь данными табл. 3.10.



Рассмотрим более подробно отдельные электронагревательные установки.
Наибольшее распространение получили электронагревательные установки с вертикальной компоновкой (рис. 3.20). Они используются при производстве предварительно напряженных железобетонных плит и настилов. На установке одновременно нагревают 2, 3 или 4 арматурных элемента.
Установка состоит из двух контактных опор — неподвижной и подвижной, и одной или нескольких промежуточных поддерживающих неподвижных опор. Кроме того, в комплект входит силовой шкаф с трансформаторами и, в некоторых случаях, столбик со шкалой, указывающий удлинение нагреваемой арматуры.


На крайних опорах смонтированы контакты по числу одновременно нагреваемых стержней. Контакт состоит из двух губок: токоподводящей и прижимной. Токоподводящие губки выполняются обычно из меди и неподвижно крепятся к опоре. Прижимные губки, которые могут быть стальными, укреплены на подвижной штанге, могущей перемещаться вверх и вниз при помощи пневмоцилиндра, расположенного вверху стойки. При подаче воздуха в пневмоцилиндр штанга опускается, и верхние губки каждого контакта плотно прижимают арматуру. Во время обратного хода поршня пневмоцилиндра губки размыкаются, и нагретую арматуру можно снять с нагревательной установки. Для получения плотного и равномерного электроконтакта верхние губки снабжены пружинами. Неподвижная контактная опора устанавливается на небольшом фундаменте и крепится к нему четырьмя болтами.
Подвижная контактная опора устанавливается на тележке с четырьмя катками, благодаря чему она может перемещаться под влиянием удлинения нагреваемой арматуры, закрепленной в ее контактах. Возврат тележки с подвижной опорой в исходное положение обеспечивают пружины, прикрепленные к тележке и к неподвижно закрепленному упору. Сзади подвижной опоры располагается конечный выключатель. Предусмотрена возможность регулирования расстояния от него до тележки в зависимости от заданного удлинения арматуры при электронагреве.
Электрическая схема такой нагревательной установки приведена на рис. 3.20, б. Управление включением и выключением тока осуществляется при помощи кнопочного поста, конечных выключателей и контактора. При нажатии кнопки «пуск» возбуждается промежуточное реле РП, замыкающее свои нормально раскрытые контакты в цепи катушки соленоида СПК и катушки контактора К. Возбудившись, соленоид открывает клапаны пневмоцилиндров, сжатый воздух попадает в цилиндр сверху, и пластины с подвижными губками электроконтактов перемещаются вниз. Когда пластины с подвижными губками контактов переместятся на расстояние, достаточное для зажима уложенной между губками арматуры, замыкаются нормально открытые контакты конечных выключателей 2ВК и 3BK, что приводит к возбуждению катушки контактора К, вследствие чего возбуждается контактор К и трансформаторы TC подключаются к сети.
Верхний предел нагрева арматуры контролируется по ее температурным удлинениям с помощью конечного выключателя, расположенного у подвижной опоры. При достижении заданного удлинения на конечный выключатель воздействует подвижная опора непосредственно или через стрелку. При этом размыкаются нормально замкнутые контакты конечного выключателя IBK в цени катушки промежуточного реле РП. Затем теряют возбуждение катушки соленоида СПК и контактора К, в результате чего трансформаторы отключаются от сети и клапаны пневмоцилиндров переключаются на возврат в исходное положение. Вся работа установки проходит в автоматическом цикле в результате нажатия кнопки. Для нагрева четырех арматурных стержней диаметром 10—14 мм, длиной около 6 м установка комплектуется двумя трансформаторами CT3-34. Длительность нагрева до температуры 350°С составляет 3—4 мин.
Для использования на типовых заводах и в типовых пролетах по производству железобетонных изделий для промышленного строительства институтом Гипростройиндустрия разработана установка для одновременного нагрева двух стержней диаметром от 10 до 25 мм (рис. 3.21). Эта установка выпускается серийно и эксплуатируется на многих заводах.

Предназначена она для нагрева стержней длиной до 6200 мм; длина нагреваемого участка — от 3000 до 5000 мм. Установка состоит из сварной рамы-стола, на краях которой смонтированы подвижный и неподвижный контакты, в средней части рамы размещены два трансформатора ТПО-253 мощностью 25 ква. Имеется модификация, где вместо двух трансформаторов — один ТО-50Аз с установленной мощностью 31,5—50 ква.
Электроконтакты прижимаются к арматуре при помощи пневмоцилиндров с давлением воздуха 5 aт. К продольному швеллеру рамы прикреплены кронштейны с поддерживающими роликами, предохраняющими арматуру от провисания во время нагрева.
Один из электроконтактов подвижный. Он установлен на четырех роликах, перемещающихся по мере удлинения стержней при нагреве. На раме-столе со стороны подвижного контакта имеется конечный выключатель. Там же смонтированы кнопки управления.
Два стержня диаметром 22—25 мм нагреваются в течение 3 мин, стержни меньшего диаметра — быстрее.
Описываемая нагревательная установка в пределах одного цикла работает автоматически. Стержни закрепляются электропневматическим исполнительным инструментом, удлинения контролируются при помощи конечного выключателя. Стержни укладывают в раскрытые зажимы и нажимают кнопку «пуск», прижимы опускаются и зажимают стержни в контактах, включаются трансформаторы и происходит нагрев стержней.
Подвижный контакт по мере удлинения нагреваемой арматуры перемещается на роликах, пока не сработает выключатель, реагирующий на то, что достигнуто заданное температурное удлинение стержней. При этом отключаются трансформаторы и включается звуковой сигнал. В результате нажатия кнопки «стоп» контакты раскрываются, рабочие вынимают стержни и укладывают их в упоры формы.
При электротермическом натяжении высокопрочной проволоки большое значение имеет скорость нагрева, которая должна составлять 20—30 сек, а также быстрота укладки нагретой проволоки в упоры, во избежание се значительного остывания.
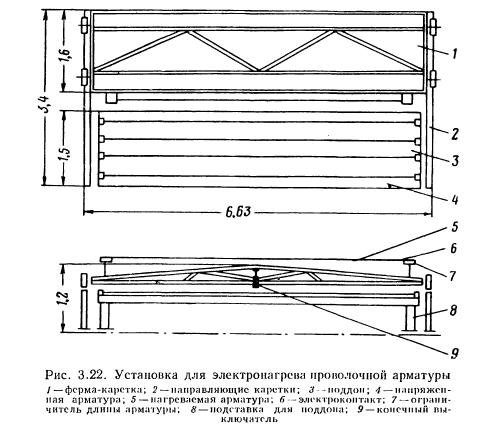
Этим условиям отвечает, например, нагревательная установка мушкетовского завода ЖБИ (рис. 3.22), используемая для нагрева проволоки диаметром 5 мм при производстве предварительнонапряженных конструкций длиной около 6 м. Заготовленные проволоки с анкерными головками укладывают на передвижную ферму-каретку, где проволоки нагреваются поштучно. Контроль и ограничение нагрева происходит при помощи конечного выключателя, на который воздействует проволока в результате ее нагрева и провисания.
Этот прием использовался и раньше на двух предприятиях. В этом случае оба контакта неподвижны и поэтому при нагреве арматуры она не удлиняется в продольном направлении, а провисает. Величина провисания приближенно
f=?3/8?lтlт.
Например, при длине нагреваемого участка lт=5000 мм и при требуемом температурном удлинении ?lт=28 мм, величина провисания f=220 мм.
В другом случае для нагрева проволочной напрягаемой арматуры было создано устройство, позволившее использовать оборудование, предназначенное ранее для стержневой арматуры. К торцам стальной рамы, на которую устанавливались силовые формы или поддоны, прикрепили поперечные швеллеры, на которых смонтировали ползуны для захвата проволоки и фиксации ее при нагреве (рис. 3.23). Ползун сделан из пластины и четырех роликов с ребордами. К ползуну приварена стойка, к которой шарнирно и на пружинах прикреплена вторая стойка с захватом для закрепления проволоки.

На другом торце рамы смонтирован такой же ползун, но с одинарной стойкой. Положение захвата на этой стойке регулируется винтом. Нагреваемая проволока включается в электрическую цепь пружинными электрододержателями или контактными клещами.
После того как форма поставлена на раму, на нее кладут комплект проволочных арматурных элементов с высаженными головками, и двое рабочих электрододержателями или контактными клещами укладывают проволоку в захваты, для чего стойку подают немного вперед. После этого проволока уже слегка натянута пружиной, которая ее все время тянет при нагреве, пока болт не воздействует на конечный выключатель, прекратив подачу тока. Затем контактными клещами проволоку укладывают в упоры формы. Укладка проволок начинается с крайнего упора и производится на себя, что необходимо по условиям техники безопасности. Нагрев каждой проволоки продолжается 15 сек.
Подавать ток можно не электроконтактными клещами, а путем установки на захвате контактов с медными прокладками, в которых крепится гибкий кабель. Натяжение арматуры на одну форму занимает 7—8 мин, включая время на подноску и раскладку проволок.
Электрододержатель можно использовать и при натяжении проволок непосредственно на форму. Для этой цели один конец проволоки вставляют в прорезь упора, а другой захватывают электрододержателем Э-823, нагревают проволоку и сразу опускают ее в прорезь упора. Этот прием был, в частности, применен на Енакиевском домостроительном комбинате при производстве шатровых панелей перекрытий на комнату.
Другие новости по теме:
Информационный некоммерческий ресурс fccland.ru ©
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!
При цитировании информации ссылка на сайт обязательна.
Копирование материалов сайта ЗАПРЕЩЕНО!